OSHA مخفف عبارت Occupational Safety and Health Administration (به فارسی: مقررات ایمنی شغلی و سلامت) است و استانداردهای OSHA به مجموعهای از مقررات و راهنماییهایی اشاره دارد که توسط ایالات متحده آمریکا برای حفظ محیط کاری ایمن و سلامت شغلی، تعیین شدهاند.
استانداردهای OSHA از مهمترین استانداردهای HSE و ایمنی شغلی این استانداردها به شرکتها و کارفرمایان کمک میکنند تا از ایجاد مخاطرات شغلی و مشکلات سلامتی در محیط کاری جلوگیری کنند.
موضوعات اصلی استانداردهای OSHA
مقررات عمومی: شامل مقررات مختلف برای صنایع مختلف مانند صنعت، ساختوساز، کشت و صنعت دریایی.
مقررات آزمون و جریمه ها: شرح روشهای ارزیابی و مجازات برای شرکتهایی که از استانداردهای OSHA پیروی نکرده اند.
روشهای ثبت و گزارش: مقررات برای ثبت و گزارش آسیبها و بیماریهای شغلی.
مقررات حفظ حریم خصوصی: مقررات برای حفظ حریم خصوصی کارکنان در زمینههای مختلف.
مقررات مربوط به ایمنی و سلامتی: مقررات مختلف برای ایجاد محیط کاری ایمن و سلامتی، شامل تربیت و آموزش کارکنان.
لیست برخی از مهمترین استانداردهای OSHA
استاندارد محافظت از سلامت تنفسی (CFR 1910.134): این استاندارد به موضوعات مربوط به محافظت از کارکنان در برابر مواد مخرب سیستم تنفسی میپردازد.
استاندارد محافظت از سقوط (CFR 1926.501): این استاندارد به موضوعات مربوط به محافظت از کارکنان در برابر ارتفاع و سقوط میپردازد.
استاندارد اطلاعرسانی درباره خطرات (CFR 1910.1200): این استاندارد به موضوعات مربوط به اطلاعرسانی درباره خطرات مختلف در محیط کاری میپردازد.
استاندارد ایمنی الکتریکی (CFR 1910.303): این استاندارد به موضوعات مربوط به ایمنی الکتریکی در محیط کاری میپردازد.
استاندارد ایمنی ساختوساز (CFR 1926.451): این استاندارد به موضوعات مربوط به ایمنی در ساختوساز میپردازد.
منابع بیشتر
برای اطلاعات بیشتر و دسترسی به نسخه کامل استانداردهای OSHA، میتوانید به وبسایت رسمی OSHA مراجعه کنید.
HSE مخفف سه کلمه بهداشت، ایمنی و محیط زیست (Health, Safety, and Environment) می باشد و یک رویکرد جامع برای تضمین سلامت و ایمنی افراد و همچنین حفظ محیط زیست در محل کار است. HSE شامل طیف وسیعی از شیوه ها، سیاست ها و رویه ها با هدف پیشگیری از حوادث، صدمات و آسیب های فردی و زیست محیطی است. HSE فقط رعایت مقررات نیست بلکه در مورد پرورش فرهنگ مسئولیت پذیری، آگاهی و بهبود مستمر است.
انواع رویکردهای HSE و اختصارات
در HSE، رویکردها و تخصص های مختلفی وجود دارد که هر کدام بر جنبه های خاصی از رفاه محیط کار و پایداری محیطی تمرکز دارند. در اینجا چند نوع متداول HSE و اختصارات مربوط به آنها آورده شده است:
ایمنی و بهداشت شغلی (OSH): OSH در درجه اول به ایمنی و سلامت کارگران در محیط کار می پردازد و بر پیشگیری از حوادث، صدمات و بیماری های شغلی تاکید دارد.
بهداشت و ایمنی محیطی (EHS): EHS دامنه را گسترش می دهد تا ملاحظات زیست محیطی را در کنار ایمنی و سلامت در بر گیرد، که منعکس کننده یک رویکرد جامع به رفاه محیط کار و پایداری زیست محیطی است
مدیریت ایمنی فرآیند (PSM): PSM بر پیشگیری از حوادث فاجعه بار شامل مواد شیمیایی یا فرآیندهای بسیار خطرناک، مانند مواردی که در صنایع شیمیایی، پتروشیمی و تولیدی یافت می شود، تمرکز دارد.
بهداشت صنعتی (IH): IH به شناسایی، ارزیابی و کنترل خطرات محیط کار که ممکن است بر سلامت و رفاه کارگران تأثیر بگذارد، از جمله قرار گرفتن در معرض مواد شیمیایی، صدا و عوامل ارگونومیک اختصاص دارد.
سلامت و ایمنی ساخت و ساز (CHS): CHS به طور خاص به نگرانی های ایمنی و بهداشتی در صنعت ساخت و ساز می پردازد، جایی که کارگران با خطرات منحصر به فرد مربوط به کار در ارتفاع، ماشین آلات سنگین و مواد خطرناک روبرو هستند.
سیستم مدیریت ایمنی و بهداشت شغلی (OHSMS): OHSMS به یک رویکرد سیستماتیک برای مدیریت بهداشت و ایمنی شغلی در یک سازمان اشاره دارد که شامل سیاستها، رویهها و فرآیندها برای اطمینان از انطباق و بهبود مستمر است.
مهندس HSE و وظایف کارشناس HSE
کارشناس ایمنی و HSE در کارگاه های صنعتی وظایفی به شرح زیر دارد:
تهیه آیین نامه ها و دستورالعمل های ایمنی مرتبط با فعالیت کارگاه
شناسایی خطر، ارزیابی ریسک و تهیه برنامه های پاسخگویی و کنترل خطرات موجود در کارگاه
تهیه و اجرای سیستم مدیریت ایمنی و بهداشت (HSE MS)
تهیه و اجرای HSE plan (برنامه ایمنی و بهداشت)
ثبت آمار حوادث ناشی از کار و گزارش آن به اداره تعاون، کار و رفاه اجتماعی
استقرار ماشین آلات و ابزار کار به نحو صحیح و ایمن
نظارت بر فعالیتهای پر خطر و مناطق پر خطر در کارگاه
آموزش های ایمنی کارگران کارگاه و همچنین انجام اقداماتی در زمینه فرهنگ سازی و اطلاع رسانی
استانداردهای HSE
از مهمترین استانداردهای HSE و ایمنی میتوان استانداردهای زیر را نام برد:
استانداردهای مذکور، استانداردهایی هستند که به طور کل به مبحث ایمنی می پردازند. استانداردهای NFPA طیف گسترده ای از مقابله با حریق، ایمنی شغلی، خطرات کارگاهی و اورژانس را پوشش میدهد و استانداردهای OSHA نیز در برگیرنده مهمترین استانداردهای ایمنی شغلی هستند.
علاوه بر موسسات استاندارد بالا، که بصورت جامع به ایمنی می پردازند، استانداردهای دیگر نیز معمولا در حوزه کاری خود، آیتم هایی را به مبحث ایمنی و استانداردسازی در زمینه HSE اختصاص می دهند.
مهمترین کمیته های فنی مرتبط با ایمنی در استانداردهای مختلف:
CEN TC 72 (استانداردهای اروپا برای سیستمهای اعلام حریق)
سوالات متداول (FAQ)
HSE مخفف چیست؟
HSE مخفف Health, Safety, and Environment (به فارسی: بهداشت، ایمنی و محیط زیست) است.
HSE Plan چیست؟
برنامه HSE یا “HSE plan” به معنای برنامه بهداشت و ایمنی، شامل طرحی است که اقدامات و دستورالعمل های ایمنی اجرا شده در محل کار را تشریح می کند. همچنین با تکیه بر الزامات قانونی، برنامه اقدام اضطراری (Emergency Response) و غیره را پوشش می دهد.
HSE MS چیست؟
HSE MS مخفف HSE Management System و یا سیستم مدیریت بهداشت، ایمنی و محیط زیست (HSE) چارچوبی جامع است که توسط سازمان ها در پیشگیری، کاهش و حذف خسارات ناشی از حوادث محل کار، و پدیده های محیطی استفاده می شود.
ASME A17 : Safety Codes & Standards and Related Offerings for Elevators, Escalators, Moving Walks, Materials Lifts and Dumbwaiters
ASME A17 چیست؟
آسانسورها و پلهبرقیها به مدت طولانی به عنوان ایمنترین وسیلهی حمل و نقل عمومی در نظر گرفته میشوند و میلیونها سفر بدون هیچ نقصی را ارائه میدهند. کمیته A17 از موسسه انستیتو ASME , یکی از دلایل کلیدی این امر است.
ASME A17.1 Elevator codes
کد ایمنی ASME A17.1 / CSA B44 برای آسانسورها و پلهبرقیها به عنوان راهنمای قابل قبول در سراسر امریکای شمالی برای طراحی، ساخت، نصب، عملیات، بازرسی، آزمایش، نگهداری، تغییرات و تعمیر آسانسورها، پلهبرقیها و وسایل مرتبط تبدیل شده است. این کد برای اولین بار توسط ASME در سال 1921 منتشر شد و بعدها به عنوان منبع اصلی برای تمام استانداردهای بعدی کنترل کننده آسانسورها و پلهبرقیها در سراسر جهان مورد استفاده قرار گرفته است.
ASME مجموعه جامعی از مدارک A17 را ارائه میدهد که به جنبههای مختلفی در حوزه آسانسور و بالابر، پرداخته است. این مجموعه، یک مرجع ضروری برای هر کسی که در ایمنی آسانسورها و پلهبرقیها مشغول به کار است را تشکیل میدهند.
این کد برای همه افرادی که در ایمنی آسانسورها، پلهبرقیها و وسایل مرتبط هستند مناسب است، از جمله:
طراحی، مهندسی و تولید آسانسورها
نصب، عملیات، آزمایش، نگهداری و تعمیر
بازرسی آسانسور و پله برقی
برنامهها، قراردادها، مدیریت اداری، بیمه و مسئولیت
مدیریت و اجرا
پاسخ به بحران و مسایل Emergency
آموزش و مراجع
کدها و استانداردهای کمیته A17 :
مجموعه A17 شامل 9 استاندارد اصلی (تا سال 2023) می باشد که لیست آنها به شرح زیر است:
ASME A17.1/CSA B44 کد ایمنی برای آسانسورها و پلهبرقیها است. این کتاب به عنوان پایه برای طراحی، ساخت، نصب، عملیات، آزمایش، بازرسی، نگهداری، تغییرات و تعمیر آسانسورها، دام ویترها، پلهبرقیها، پلههای حرکتی و لیفتراکهای مواد و کالا تهیه شده است.
A17.2 راهنمای بازرسی آسانسورها، پلهبرقیها و پلههای حرکتی است.
A17.3 کدهای ایمنی آسانسورهای در حال کار
A17.4 راهنمایی هایی برای پرسنل شرایط اضطراری
A17.5/CSA B44.1 تجهیزات برقی و الکتریکال در آسانسورها و پله برقی
استاندارد IPS چیست؟ با تصویب هیات مدیره شرکت ملی نفت ایران، کار تدوین استانداردهای صنعت نفت ایران (IPS) از سال 1369 با استفاده از خدمات مشاور و با همکاری مدیریت ها و شرکتهای تابعه وزارت نفت شروع و طی شش سال به صنعت نفت ارائه گردید.
سابقه استاندارد در صنایع نفت به اوایل دهه 70 میلادی (50 شمسی) برمی گردد. در آن سال ها، اولین مجموعه استاندارد، استانداردهای تجهیزات برای پالایشگاه آبادان و تاسیسات خشکی در جنوب ایران بود. بعداً به تدریج صنعت نفت بزرگتر شد و صنایع گاز و پتروشیمی توسعه یافتند.
گروه بندی استاندارد های وزارت نفت (IPS) شامل موارد زیر می باشد:
تأسیسات مکانیکی ساختمان (AR)
سیویل/ سازه و ساختمان (CE)
برق(EL)
جرثقیل و بالابر (GM)
عمومی (GN)
ابزار دقیق (IN)
تجهیزات مکانیکی ثابت (ME)
لوله کشی و خطوط لوله (پایپینگ) (PI)
ماشین آلات دوار (PM)
فرآیند و مواد شیمیایی (PR)
ایمنی و محیط زیست (SF)
رنگ پوشش و عایق (TP)
نام گذاری استاندارد IPS
این استانداردها در 5 گروه موضوعی تهیه شده اند:
مهندسی (E)
مواد یا کالا (M)
ساخت (C)
بازرسی (I)
عمومی (G)
(گروه عمومی، استانداردی است که بیش از یکی از این موضوعات را در خود می تواند جای دهد.)
مثال: استاندارد M-PI-110 یک نمونه از استانداردهای IPS است که PI نشاندهده طبقه بندی پایپینگ است، M نشان دهنده این است که این استاندارد با موضوع مواد و متریال است.
شورای بین المللی کد (به انگلیسی : International Code Council به صورت مخفف : ICC) استانداردهای سازه و ساختمانی را منتشر می کند که ایمنی و پیشگیری از حریق و همچنین طراحی های بهینه ، در سازه های تجاری، دولتی و مسکونی را ارائه می دهد.
این کدها در سراسر ایالات متحده و همچنین در سطح بین المللی، مورد استفاده قرار می گیرند. استانداردهای ICC در طراحی و ساخت سازه های ایمن به شما کمک می کند.
لیست کمیته های استاندارد ICC :
1) International Building Code (IBC)
2) International Energy Conservation Code (IECC)
3) International Existing Building Code (IEBC)
4) International Fire Code (IFC)
5) International Fuel Gas Code (IFGC)
6) International Green Construction Code (IGCC)
7) International Mechanical Code (IMC)
8) ICC Performance Code (ICCPC)
9) International Plumbing Code (IPC)
10) International Private Sewage Disposal Code (IPSDC)
11) International Property Maintenance Code (IPMC)
12) International Residential Code (IRC)
13) International Swimming Pool and Spa Code (ISPSC)
14) International Wildland Urban Interface Code (IWIC)
15) International Zoning Code (IZC)
سوالات متداول (FAQ)
استاندارد ICC چیست؟
استاندارد ICC یک استاندارد آمریکایی است که البته در سطح بین المللی نیز شناخته شده و کاربرد بسیار دارد.
ICC مخفف چیست؟
International Code Council به فارسی : شورای بین المللی کد و استاندارد.
استانداردهای ICC چند آیتم است؟
استانداردهای ICC از 15 زیر مجموعه یا شورا تشکیل شده که هرکدام کدها و استانداردهایی در رشته های مختلف برای سازه و ساختمان را ارائه می دهند.
سازمان استانداردهای ICC در چه شاخه صنعتی فعالیت می کند؟
استانداردهای ICC بیشتر در بخش سیویل و ساختمان کاربرد دارند.
CSA ، مخفف ( به انگلیسی: Canadian Standards Association _ به فارسی: انجمن استانداردهای کانادایی) زیر مجموعه ای از CSA GROUP می باشد. موسسه CSA ، علاوه بر فعالیت های متفاوت آموزشی ومشاوره ای، عهده دار نشر یکی از مهمترین استانداردها در کانادا و همچنین در سطح بین الملل است.
انجمن CSA یک سازمان استاندارد است که استانداردها را در 57 زمینه توسعه می دهد. CSA استانداردها را به صورت چاپی و الکترونیکی منتشر می کند و خدمات آموزشی و مشاوره ای ارائه می دهد. CSA از نمایندگانی از صنعت، دولت و گروه های مصرف کننده تشکیل شده است.
کمیته های فنی CSA _ کمیته های تخصصی موضوعی
استاندارد CSA ، کمیته های بسیاری را شامل می شود که در حوزه های موضوعی متفاوتی ، اقدام به تدوین و انتشار استانداردهای CSA میکنند.این موضوعات به شرح زیر است:
لیست کمیته های CSA
Construction & Infrastructure : کمیته ساخت و ساز حوزه سیویل
Electrical : کمیته برق و ابزاردقیق
Environment & Natural Resources : کمیته محیط زیست و منابع طبیعی
با توجه به وسعت کاربرد و آیتمهای استانداردهای مختلف، ممکن است بسیاری از مدارک در وبسایت بارگزاری نشده باشند. در صورتی که استاندارد مورد نظر خود را در آرشیو استانداردهای CSA پیدا نکردید، و یا به تعدادی بالاتر از 20 آیتم نیاز دارید، می توانید درخواست خود را مبنی بر شماره استاندارد و سال ویرایش مورد نظر، برای ما ارسال کنید . در اسرع وقت کارشناسان ما راهنمایی های لازم در خصوص تهیه و خرید استانداردهای CSA ، را در اختیار شما خواهند گذاشت.
مناسب بودن برای سرویس دهی ،یا “صلاحیت برای ادامه سرویس” یا Fitness For Service _FFS یک روش مطمئن و تایید شده برای تصمیم گیری در مورد ادامه سرویس دهی یک قطعه یا یک تجهیز می باشد.
اين ارزيابي ها يك روش چند شاخه اي براي بررسي اين نكته هستند كه آيا قطعه مورد نظر توانايی ادامه دادن به سرويس دهی در یک واحد فرآیندی را دارد يا خير.
اجرا و استقرار سیستم FFS در نفت و گاز و پتروشیمی و همه صنایع سنگین، می تواند باعث افزایش عمر مفید و کاهش هزینه های تعمیر و تعویض تجهیزات کارکرده و عدم تعویض زودهنگام تجهیز کارآمد می شود . ارزیابی مناسب بودن برای سرویس دهی (FFS) ابزاری مناسب جهت یکپارچگی ساختاری و امکان افزایش عمر تجهیزات، همراستا با در نظر گرفتن ایمنی و کاهش هزینه است.
دلایل استفاده از FFS
تعیین عمر باقیمانده تجهیزات آسیب دیده
اطمینان از ایمنی تجهیزات پس از عمر طراحی آنها
اثبات استحکام کافی نمونه با وجود نقص .
افزایش فاصله های زمانی بازرسی .
کاهش زمان از کارافتادگی و خاموشی تجهیزات .
رفع نواقص و معايب جزئي قبل از نياز به تعميرات كلي.
جلوگيری از افزايش اثرات عيوب و نواقص و توسعه آن در کل مجموعه.
افزايش راندمان و بازده متخصصين قسمت نصب و تعميرات.
كاهش تعميرات غير ضروری و صرفه جويي در نيروی کار .
کاربردهای FFS
مخازن ذخیره ، مخازن تحت فشار
لوله ها و سیستم پایپینگ و ایستگاه های فشار و شیرهای اطمینان
مبدل های گرمایی و برج های تقطیر
دیگ های بخار و لوله ی متصل به دیگ های بخار
پمپ ها ، کمپرسور و توربین ها
مهمترین نواقصی که می تواند تجهیزات و سازه را تحت تاثیر قرار دهد:
شکست ترد (Brittle Fracture)
خوردگی عمومی (General Metal Loss)
خوردگی موضعی (Local Metal Loss)
خوردگی حفره ای (Pitting Corrosion)
تاول هیدروژنی
رشد ترک
خستگی
خزش
ترک ناشی از خوردگی تنشی (SCC)
تردی هیدروژنی
حملات هیدروژنی در دمای بالا
خرابی ناشی از آتش سوزی
ترک خوردگی هیدروژنی
2. استانداردهای ارزیابی مناسب بودن برای سرویس
استاندارد API 579-1/ASME FFS-1 اصلی ترین و مهمترین استاندارد بین المللی در زمینه FFS است که دستورالعمل هایی را برای ارزیابی مناسب بودن برای سرویس دهی (FFS) تجهیزات صنعتی ، پالایشگاه و پتروشیمی و صنایع نفت و گاز ارائه می دهد.
API 579 در سال 2000 توسط انستيتو نفت آمريكا براي انجام ارزيابي هاي مناسب بودن براي سرويس دهي منتشر شد. اگرچه اين استاندارد مخصوص صنايع پالايش و پتروشيمی تدوين شده بود اما كاربردی گسترده در ساير صنايع در مورد ارزيابی مخازن تحت فشار، مخازن ذخيره و سیستم لوله كشی نيز پيدا كرد.
در سال 2007 در نتيجه همكاری انستيتو نفت آمريكا (API) با انجمن مهندسان مكانيك امريكا (ASME) استانداردی اشتراکی تحت عنوان API 579 / ASME FFS منتشر شد. که آخرین آپدیت آن در حال حاضر (هنگام تالیف این مقاله) نسخه ای است که سال 2016 انتشار یافته است. ⇐(صفحه API 579 در دانلودشاپ پارس اکتان را ببینید)
از این دستورالعمل ها میتوان برای تصمیم گیری در مورد امکان ادامه فعالیت، و یا لزوم تعمیر و جایگزینی تجهیزات استفاده نمود تا از ادامه ی فعالیت ایمن تجهیزات تحت فشار اطمینان حاصل کرد.
این استاندارد شامل 12 قسمت و در بیش از 1300 صفحه تنظیم گردیده است است که 11 مکانیزم تخریب را به شکل بسیار جامعی مورد بررسی قرار میدهد.
این مکانیزمهای تخریب شامل: شکست ترد، خوردگی یکنواخت و موضعی،خوردگی حفره ای، تخریب هیدروژنی، ترک، ناپیوستگی جوش و پیچش پوسته، خزش، تورق (ورقه ورقه شدن) و آتش سوزی است.
یکی از مهمترین مکانیسم های تخریب حمله هیدروژنی است که ارزیابی مناسب بودن برای سرویس دهی فولادهای کم استحکام و تحت فشار ترکهای ناشی از حمله هیدروژن (HIC) و شکافهایی که منشأ آن تنش است، در قسمت 7 استاندارد API 579 بررسی شده است.
از دیگر استانداردهایی که جزیی یا غیر مستقیم به FFS پرداخته اند میتوان به موارد زیر اشاره کرد:
UK nuclear industry standard for fracture assessment R6 : این استاندارد بیشتر در حوزه صنایع هسته ای کاربرد دارد .
BS 7910 : این استاندارد نیز تکیه بیشتری بر مکانیسم های تخریب و ارزیابی FFS در استراکچر فلزی دارد.
ارزيابی FFS شامل هماهنگی بین چندين بخش مهندسی یک واحد است:
آناليز تنش: اين بخش عبارتست از يك تخمين مناسب از تنش وارد شده به قطعه یا سازه ، برای ارزيابی يكپارچگی مكانيكی تجهیز و عمر باقيمانده آن.
مهندسی مواد : اين بخش مستلزم درك از عملكرد متريال های مختلف تحت محيط های متفاوت، دما و سطح تنش تجهیز، براي اطمينان از عملكرد مطمئن و قابل اطمينان است.
آزمون هاي غيرمخرب : پيش از ارزيابی نياز است تا عيوب تشخيص داده شده و از نظر ابعادی اندازه گيری شوند.
خوردگي: داشتن درك درست و تخصص کافی از مكانيزم های تخريب كه مي تواند منجر به تخريب شوند، برای ارزیابی FFS ضروری است.
شرايط سرويس دهي : مشورت و هماهنگی با پرسنل عملياتی يكی از الزامات تشخيص پارامترهای تاثيرگذار (مانند دما و فشار) در ارزيابي های FFS مي باشد .
مكانيك شكستگی : از اين حوزه براي بررسي و ارزيابي ترك و عيوب صفحه اي استفاده مي شود.
آمار و احتمال : ازاين مورد براي آناليز اطلاعات و ارزيابي ريسك هاي احتمالي استفاده مي شود.
ازنقطه نظر پيچيدگي، دستورالعمل هاي ارزيابي مناسب بودن براي سرويس دهي مي توانند در محدوده اي از ارزيابي هاي ساده تا مدلسازی هاي سطح بالاي كامپيوتري و آناليز المان محدود و ديناميك سيالات محاسباتی (CFD) را در بر گيرند.
سطوح ارزیابی FFS شامل سه سطح است :
سطح 1 : سطح ارزيابی پايه است كه شامل محاسبات دستی است .
سطح 2 : اين سطح از ارزيابی پيچيده تر از سطح 1 است و بايد فقط توسط مهندسين مسلط به استاندارد API/ASME انجام شود. بسیاری از محاسبات سطح دو ميتوانند همراه با محاسبات كامپيوتری باشند. این سطح نيازمند اطلاعات دقيق تر و جزئی تر است .
سطح 3 : اين سطح پيچيده ترين سطح ارزيابی است. ارزيابي سطح سه شامل شبيه سازی كامپيوتری و آناليز المان محدود (FEA) يا دايناميك كامپيوتری سيال (CFD) مي باشد.
دستورالعمل کلی FFS برای انواع نقص ها شامل 8 مرحله است:
مرحله 1: مشخص کردن نقص و مکانیسم تخریب
مرحله 2: جمع آوری دیتا
مرحله 3:کاربردها و محدودیتهای دستورالعملهای ارزیابی FFS
مرحله 4: تکنیکهای ارزیابی و معیارهای پذیرش (ارزیابی سطح 1و 3و 2)
مرحله 5: تعیین عمر باقیمانده
مرحله 6: اقدامات اصلاحی
مرحله 7 پایش و مانیتورینگ حین سرویس
مرحله 8:بایگانی
اگر نتایج ارزیابی مناسب بودن برای سرویس دهی ، نشان دهد که یک قطعه برای شرایط عملیاتی فعلی مناسب میباشد ،آن قطعه میتواند با چنین شرایطی به سرویس دهی خود ادامه دهد.
RBI مخفف شده اصطلاح Risk Based Inspection به معنای بازرسی بر مبنای ریسک ، یک روش نوين (از دهه نود میلادی) در بازرسی فنی است.
بازرسی مبتنی بر ریسک (RBI) یک روش و فرآیند تحلیل است که بر خلاف بازرسی سنتی که بازرسی مبتنی بر شرایط (condition-based inspection) است ، نیاز به ارزیابی کیفی یا کمی از احتمال خرابی (probability of failure_PoF) و پیامد عدم موفقیت (consequence of failure_CoF) مرتبط با هر تجهیز و مدارهای پایپینگ آن ، در یک واحد فرآیندی خاص دارد .
برخلاف روشهای سنتی بازرسی، فاصله زمانی ثابت برای بازرسی بر مبنای ریسک تعريف نمی گردد. در برنامه RBI ، قطعات جداگانه از تجهیزات را با میزان ریسک آنها طبقه بندی می کند و تلاش های بازرسی را بر اساس این طبقه بندی در اولویت قرار می دهد.
با استفاده از بازرسي بر مبناي ريسك، ضمن اجتناب از بازرسيهای مكرر، ميتوان امكانات و توانمنديهای بازرسی را بر روي دستگاههای با ريسک بالاتر متمركز كرد.
در واقع هدف اصلی بازرسی بر مبنای ریسک ،به حداقل رساندن خطرات براي انسان و محيط ، به واسطه خرابی (یا دقیقتر بگوییم : تخریب و خوردگی) يك تجهيز است. که به موازات آن، استراتژی بکار رفته بايد از نظر هزينه هم مؤثر و مفيد باشد. افزایش عمر و کیفیت سیستم ، همیشه رابطه مستقیم با هزینه های بازرسی دارد. RBI این بهینه سازی را برای ما فراهم میکند.RBI به ما این امکان را میدهد که نقطه بهینه بین هزینه اقتصادی و خطر زایی تجهیز ناکارآمد را پیدا کنیم و دقیقا به موقع، نسبت به رفع نقایص اقدام کنیم، نه زودتر (که باعث ازدیاد و هدر رفتن هزینه ها شود) و نه دیرتر (که باعث خطر آفرینی گردد) RBI یعنی کاهش ریسک ،افزایش قابلیت اطمینان و بهینه سازی برنامه های بازرسی فنی .
تجربه موفق اجرای بازرسی مبتنی بر ریسک در صنعت نفت، گاز، پالایشگاه و پتروشیمی جهان نشانگر اهمیت این مقوله در حوزه مدیریت هزینه های نگهداری و تعمیرات است.
2. فرایند بازرسی برمبنای ریسک (RBI Process)
RBI را می توان برای اولویت بندی فعالیت های مرتبط با بازرسی ، معمولاً با استفاده از آزمایش غیر مخرب (NDT) ، به منظور کاهش عدم قطعیت در مورد وضعیت صدمه واقعی تجهیزات استفاده کرد.
علاوه بر NDE ، فعالیتهای کاهش ریسک اضافی که توسط یک ارزیابی RBI مشخص شده اند ، ممکن است شامل تغییر در ساخت و ساز ، نصب آسترهای مقاوم در برابر خوردگی، عایق کاری ، تغییرات شرایط کار ، تزریق مواد شیمیایی مهار خوردگی ، رنگ و پوشش ضد خوردگی و غیره باشد.
مراحل مدیریت خوردگی براساس بازرسی مبتنی بر ریسک را می توان به ترتیب زیر بیان کرد : در این فرآیند در مرحله اول ریسک هر یک از تجهیزات بطور مجزا محاسبه می گردد، در مرحله دوم تجهیزات بر اساس میزان ریسک رتبه بندی و مرتب می شوند. در مرحله سوم برنامه بازرسی فنی بر اساس میزان ریسک تجهیزات تدوین می گردد. در مرحله چهارم تصمیمات لازم جهت مدیریت و کاهش خوردگی ارائه می گردد.و در نهایت در مرحله پنجم با انجام ارزیابی مجدد، اقدامات صورت گرفته جهت مدیریت خوردگی، سنجش و اندازه گیری می شود.
تعیین و تحليل ريسك، تلاش مي كند به سوالات زير پاسخ دهد: – بروز چه اشكالاتی منجر به خرابی سيستم مى شود؟ – اين اشكال چگونه به وجود مي آيد؟ – رخداد آن چه احتمالی دارد؟ – نتيجه و پيامد آن واقعه چه خواهد بود؟
برنامه ریزی بازرسی (Inspection Planning)
RBI شرایط تصمیم گیری آگاهانه در خصوص فرکانس بازرسی و سطح اثر بخشی انواع روش های NDE را به ازای هر یک از تجهیزات در کارخانه را فراهم می کند. RBI با کاهش فرکانس بازرسی تجهیزات با ریسک پایین و تمرکز بر روی تجهیزات با ریسک بالاتر شرایط مدیریت بهینه هزینه ها در حوزه بازرسی فنی را امکان پذیرمی کند.
نرم افزارهای بازرسی مبتنی بر ریسک
با توجه به پیچیدگی و حجم زیاد محاسبات موجود در بازرسی مبتنی بر ریسک اساساً پیاده سازی RBI به صورت دستی و غیر ممکن است. نرم افزارهایی وجود دارند که RBI را مبتنی بر استاندارد API 580 – 581 ارائه می دهند.
یک نرم افزار خوب باید قادر باشد اطلاعات و دیتای خام را گرفته و مراحل ارزیابی ریسک برای تجهیزات تجت فشار مانند کمپرسور، پمپ ،لوله ، مبدل های حراتی، مخازن تحت فشار، و شیرهای اطمینان را محاسبه کند. جهت حمایت از کارآفرینان برجسته ایرانی، نرم افزارها و شرکتهای انجام بازرسی بر مبنای ریسک را برای هر شهر معرفی خواهیم کرد. دوستانی که تمایل دارند نام آنها بررسی و ذکر گردد در کامنت یا خصوصی به ما پیام دهند.
3. استانداردهای بازرسی بر مبنای ریسک
استانداردهای بازرسی بر مبنای ریسک ممکن است طیف وسیعی از مدارک بین المللی را دربر گیرد ولی در اینجا قصد داریم مهمترین استانداردهایی را که در صنایع سنگین و علی الخصوص در نفت و گاز و پتروشیمی و صنایع پالایش کاربرد فراوان دارند را به شما معرفی کنیم.
استاندارد API 580
استاندارد API 581
استاندارد API 571
استاندارد API 572
استاندارد API 579 (ASME FFS)
استاندارد ASME PCC3
API RP-580
دانلود استاندارد API 580
API RP-581
دانلود استاندارد API 581
استاندارد API RP 580 (ارزیابی ریسک به صورت کیفی) حداقل دستورالعمل ها را برای اجرای یک برنامه مؤثر و معتبر RBI تعیین می کند.
استاندارد API RP 581 ( ارزیابی ریسک به صورت کمی مبتنی بر محاسبات دقیق آماری) جزئیات مراحل و اجرای بازرسی RBI برای تجهیزات تحت فشار را نشان می دهد.
API 571(تعیین مکانیزم های تخریب برای تجهیزات تحت فشار)
API 572 (تدوین برنامه های بازرسی برای تجهیزات تحت فشار)
API 579 / ASME FFS-1 Fitness for Service: یکی دیگر از استانداردهای موسسه API که در دو استاندارد بالا نیز به آن رفرنس فراوانی داده شده ، استاندارد API 579 / ASME FFS-1 می باشد. API 579-1 به بررسی مناسب بودن برای سرویس دهی میپردازد که در مطلبی جداگانه مورد بحث قرار دادیم.
ASME PCC-3 با عنوان ” برنامه ریزی بازرسی با استفاده از روشهای مبتنی بر ریسک “
BS DIN EN 16991 : که البته نسبت به استانداردهای بالا کاربرد کمتری دارد.BS EN 16991 چارچوب بازرسی مبتنی بر ریسک (RBIF) را مشخص می کند و دستورالعمل های بازرسی و نگهداری مبتنی بر ریسک (RBIM) را در صنایع هیدروکربن و فرآیندهای شیمیایی ، تولید برق و سایر صنایع که RBI کاربرد دارد ارائه می دهد.
امروزه شركت های بزرگ نفتی از روش هاي كيفی بازرسی بر مبنای براي ريسك مطابق با استاندارد API 580 برای ارزيابي اوليه ريسك و شناسايي تجهيزات با ريسك بالا استفاده کرده و سپس، به كمك روش های بازرسی بر مبنای ریسک كمّی مطابق با استاندارد API 581 ،تجهيزات شناسايی شده با ريسك بالا را مورد ارزیابی قرار می دهند.
4. نگاهی دقیقتر به جزییات و اصطلاحات فنی
4.1 اصلا تعریف ریسک چیست؟ و چگونه محاسبه میشود ؟ بر اساس تعريف ارائه شده در استاندارد API 580 و API 581 ، ريسک ، به صورت زير قابل محاسبه است: احتمال خرابی x پیامد حاصل از خرابی = ریسک
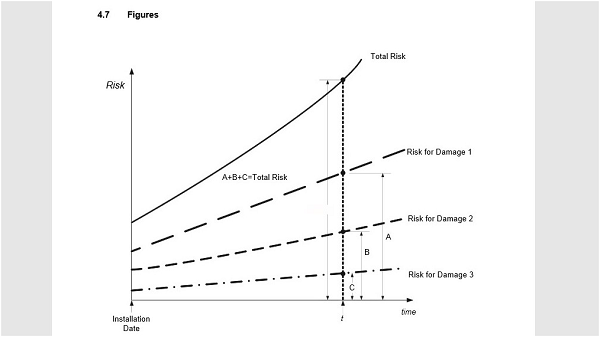
محاسبه ریسک در روش بازرسی مبتنی بر ریسک شامل تعیین احتمال خرابی همراه با ارزیابی پیامد از کارافتادگی تجهیز به واسطه خرابی ایجاد شده است. Risk(t) = Probability of Failure(t) × Consequence of Failure در رابطه فوق (Risk(t ریسک محاسبه شده برای یک تجهیز خاص است. (Probability of Failure(t ، احتمال خرابی یک تجهیز است. از آنجایی که احتمال خرابی تجهیز با گذشت زمان تغییر می کند لذا ریسک تجهیز نیز تابعی از زمان است.
4.1.1 احتمال خرابی (Probability of Failure) و محاسبه POF (POF) احتمال اینکه قطعه ای از تجهیزات در زمان معین خراب شود که بخش مهمی از آنالیز ریسك است. POF نیمی از معادله در هنگام تعیین خطر به عنوان بخشی از روش بازرسی مبتنی بر ریسک (RBI) است.
POF برای قطعات جداگانه تجهیزات با مراجعه به مکانیسم های تخریب احتمالی ،محاسبه می شود. جزئیات بیشتر در مورد POF در استاندارد API 580 ارائه شده است .
معمولاً در تجهیزات مختلف صنعتی، خوردگی ها به عوامل متفاوت وابسته هستند. این عوامل می تواند خوردگی ساده یکنواخت ،خوردگی های حفره ای، سایشی، گالوانیک، شیاری، خوردگی در زیر عایق، حملات هیدورژنی ، SCC ، خزش و خستگی در دما و فشار بالا، خوردگی اتمسفری و غیره باشد. وقوع انواع خوردگی ها مستقیماً بستگی به نوع مواد انتخاب شده و شرایط کاری فرآیندی و شرایط محیطی تجهیزات خواهد داشت.
احتمال تخریب از سه پارامتر بدست می آید: فرکانس عمومی از کارافتادگی (GFF) ، عامل یا عوامل خرابی (DF) و فاکتور سیستم مدیریت (FMS) POF = GFF × DF × FMS
فرکانس عمومی از کارافتادگی (GFF – General Failure Frequency) فرکانس عمومی از کار افتادگی نشان دهنده میزان خرابی است و برای تجهیزات مختلف متفاوت است. مقدار GFF براساس اندازه سوراخ (سوراخ ایجاد شده در اثر تخریب) برای هریک از انواع تجهیزات تعیین می گردد. اندازه سوراخ ها در RBI ، به صورت Small ، Medium ، Large و Rupture نامگذاری می شوند.
فاکتورهای خرابی (Damage Factors) فاکتور خرابی بر اساس مکانیزم های قابل اجرای خرابی تعیین می شود. تعیین مکانیزم های تخریب برای هریک از تجهیزات تحت فشار بر اساس استاندارد API 579-1 / ASME FFS-1 مشخص می شود. مکانیزم های تخریب طبق استاندارد API 581 عبارتند از: نازک شدن Thinning ترک خوردگی ناشی از استرس Stress Corrosion Cracking _SCC تخریب خارجی تجهیز External Damage تخریب هیدروژنی در دمای بالا High Temperature Hydrogen Attack _HTHA فرسودگی مکانیکی سیستم پایپینگ Mechanical Fatigue شکستگی و از هم گسیختگی Brittle Fracture فرمول های دقیق تعیین فاکتورهای تخریب را میتوان در API 581 و API 579 پیدا کرد.
فاکتور سیستم مدیریت (Management System Factor) فاکتور تنظیم سیستم های مدیریت، FMS کیفیت برنامه مدیریت سازمان و مدیریت خوردگی بر تجهیزات مکانیکی را مشخص می کند. تعیین مقدار این فاکتوررا میتوان با ارجاع بخش ANNEX 2.A از PART 2 استاندارد API 581 تعیین کرد.
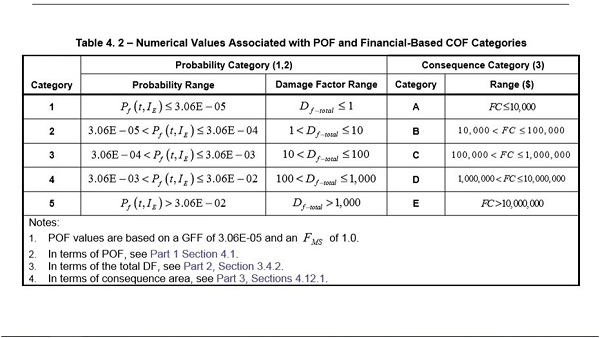
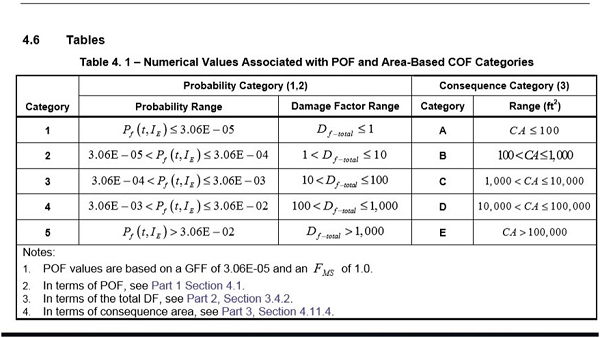
4.1.2 پیامد خرابی (Consequence of Failure) و محاسبه COF COF بخش دوم از معادله تعیین ریسک به عنوان بخشی از روش بازرسی مبتنی بر خطر (RBI) است. COF با بررسی و رتبه بندی پیامدهای احتمالی تجهیزات ، پرسنل ، محیط زیست و غیره در صورت خرابی تجهیزات محاسبه می شود. جزئیات بیشتر در مورد COF در API 580 آورده شده است. مکانیزم ارزیابی پیامد تخریب در بخش سوم از دستورالعمل API 581 ارائه شده است که اثرات و پیامدهای ناشی از خرابی ایجاد شده را در دو حوزه محیطی(Area) و مالی(Financial) محاسبه می کند و نتایج خرابی مانند آتش، انفجار، ابر بخار، حوضچه آتش، جت آتش، پیامدهای ناشی از انتشار گازهای سمی، گازهای آتش زا، گازهای غیر سمی و غیر آتش زا مانند بخار و اسید و فشار زائد بر تجهیزات و پرسنل اطراف به صورت کمی محاسبه می شود.
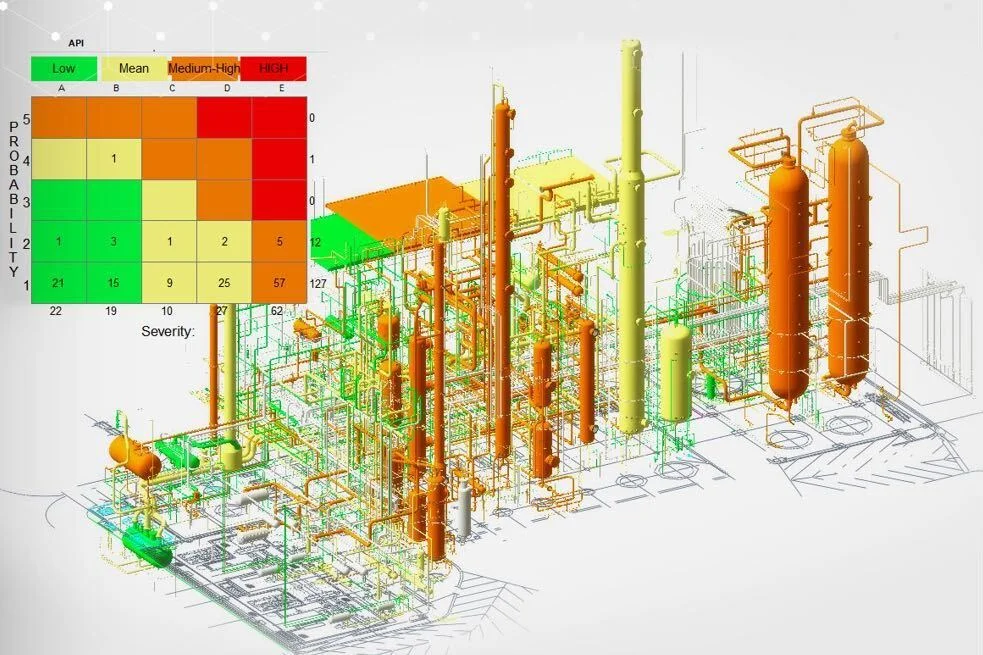
4.2 آنالیز ریسک(Risk Analysis) محاسبه ریسک در دو حوزه مالی و محیطی بصورت تابعی از زمان به ترتیب زیر محاسبه می شود. همان گونه که در شکل زیر مشاهده می شود تاثیر مکانیزم های خرابی مختلف بر میزان ریسک یک تجهیز تقریباً به صورت خطی می باشد
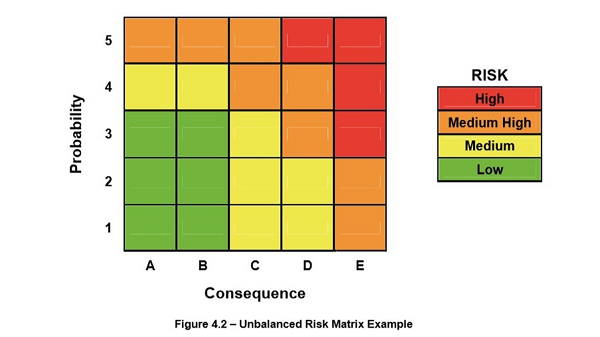
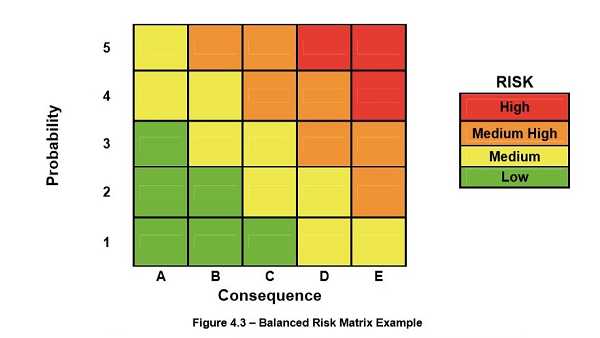
ماتریس ریسک (Risk matrix) برای نمایش کیفی میزان ریسک برای هریک از تجهیزات و واحدهای فرآیندی از ماتریس ریسک استفاده می شود.ماتریس ریسک ابزاری برای غربالگری تجهیزات جهت اولویت بندی بازرسی است. این ماتریس بدون در نظر گرفتن میزان عددی ریسک، وضعیت تجهیز را براساس گروه بندی های انجام شده، در دو حوزه محیطی و مالی مشخص می کند. جزییات کامل درباره ماتریس ریسک در استاندارد API RP-581 قید شده است . بر اساس استاندارد API 581 ماتریس ریسک به دو شکل متقارن و نامتقارن تعریف می شود.
ماتریس نامتقارن
ماتریس متقارن
بر اساس ماتریس ریسک، تجهیزاتی که در گوشه سمت راست و بالای ماتریس هستند. به احتمال زیاد برای برنامه ریزی بازرسی در اولویت قرار دارند زیرا دارای بالاترین ریسک می باشند. به همین ترتیب تجهیزاتی که در گوشه چپ و پایین ماتریس هستند کمترین ریسک را دارند.
در API 581 گروه بندی ریسک در دو حوزه محیطی و مالی جهت تعیین مکان تجهیزات در ماتریس ریسک بر اساس جداول زیر انجام می شود:
5. رفرنس و لینک های مفید برای مطالعه و دانلود
6. سوالات متداول (FAQ)
+ RBI مخفف چیست؟
RBI مخفف عبارت Risk Based Inspection و به معنای بازرسی بر مبنای ریسک است و به روشی نوین در بازرسی فنی تاسیسات صنعتی اشاره دارد.
+ مهمترین استاندارد برای بازرسی بر مبنای ریسک چیست؟
مهمترین استاندارد RBI ، استاندارد API RP 580 (مفاهیم بازرسی برمبنای ریسک ) برای الزامات عمومی و استاندارد API RP 581 ( روشها و متدلوژی RBI) برای جزئیات مراحل و اجرای بازرسی RBI برای تجهیزات می باشند.
+ ماتریس ریسک چیست؟
ماتریس ریسک ابزاری گرافیکی برای نمایش و غربالگری تجهیزات جهت اولویت بندی بازرسی است. برای نمایش کیفی میزان ریسک تجهیزات و واحدهای فرآیند، از مفهومی بنام ماتریس ریسک استفاده می شود. جزییات کامل درباره ماتریس ریسک در استاندارد API 581 قید شده است .
+ POF در بازرسی بر مبنای ریسک چیست؟
POF مخفف عبارت Probability of Failure یا به فارسی : احتمال خرابی تجهیز ، بیان کننده احتمال اینکه قطعه ای از تجهیزات در زمان معین خراب شود است که بخش مهمی از آنالیز ریسك می باشد.
آشنایی با فلاشینگ روغن سیستم های هیدرولیکی در صنایع – فلاشینگ روغن لوله و تجهیزات ، استانداردهای فلاشینگ و ذرات مجاز روغن
فلاشینگ روغن چیست و چرا فلاشینگ می کنیم ؟
مقدمه: سیستمهای هیدرولیک و تجهیزاتی که در مسیر سیستم های هیدرولیکی قرار دارند نسبت به تمیزی و خلوص سیال هیدرولیک بسیار حساس هستند بطوریکه بیش از 70 درصد خرابی این تجهیزات ، طبق آمار، به علت آلودگی روغن و سیال هیدرولیک است.
لذا در سیستمهاي هیدرولیک پایین نگه داشتن سطح آلودگی روغن و تمیز کارکردن یک اصل مهم به شمار می رود.
با اینکه در این سیستمها همواره از فیلتر استفاده میگردد، ولی گاهی به علتهای مختلف که مهمترین آنها تعمیرات جزیی و باز بست کردن قسمتهای سیستم است، آلودگی وارد سیستم هیدرولیک شده و باید این آلودگی برطرف گردد که در این مواقع سیستم را اصطلاحا فلاشینگ می کنند.
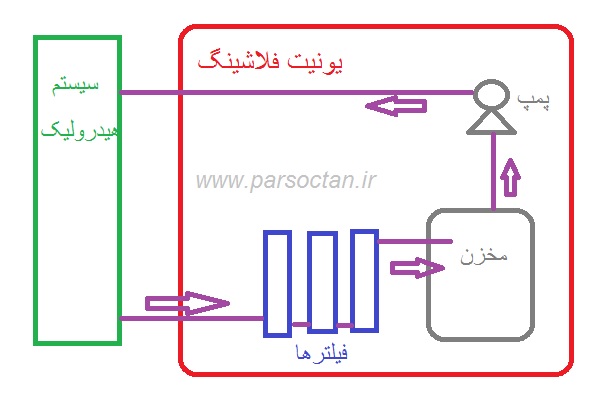
برای فلاشینگ به طور خلاصه، کل سیستم از ابتدا تا انتها را در یک مدار بسته شامل پمپ و تانک روغن و فیلترهای مورد نیاز می بندند و روغنی مشابه با روغن اصلی سیستم را برای ساعتها در مسیر می چرخانند تا کل ذرات و آلودگی ها با روغن فلاشینگ حمل شود و در فیلترها به دام افتد.
البته باید توجه داشت که این آلودگی ها شامل انواع مختلفی هستند مانند : آلودگی ذرات، آلودگی آب، آلودگی مخلوط شدن با روغن دیگر ، آلودگی خرابی روغن در اثر افزایش حرارت، آلودگی هوا.
ولی از انجایی که مهمترین آنها آلودگی ذرات معلق است، در این مقاله تمرکز بیشتری بر این نوع آلودگی خواهیم داشت و در این مقاله اصول فلاشینگ ، روش صحیح فلاشینگ و استانداردهای فلاشینگ روغن هیدرولیک را بررسی خواهیم کرد.
روش اجرای عملیات فلاشینگ روغن در سیستم هیدرولیک :
تئوری فلاشینگ روغن :
فلاشینگ عبارتست از جدا سازی ذرات آلوده از روغن و سیستم هیدرولیک به کمک فیلتر با سرعت جریان سیال بالا و دماي مناسب. در این شرایط روغن با سرعت بالا و به کمک جریان مغشوش، ذرات موجود در سیستم و جداره هاي داخلی لوله ها و منافذ را جدا کرده و پس از عبور دادن آنها از کلیه مسیرها در آخر توسط فیلتر ها جدا می شوند.
برای دستیابی به حداکثر کارایی در این عملیات ، ما نیاز داریم که 3 پارامتر کلیدی را کنترل کنیم که عبارتند از : 1. جریان مغشوش 2. ویسکوزیته سیال 3. زمان فلاشینگ
اغتشاش در جریان سیال برای غوطه وری ذرات آلوده کننده برای سیستم هیدرولیک بسیار مهم است که ما برای این منظور نیاز داریم همواره عدد رینولدز را بر روی عدد 4000 نگاه داریم. لذا استفاده از پمپ با دبی مناسب بسیار مهم خواهد بود.
ویسکوزیته مناسب برای فلاشینگ ، 10 تا 15 سانتی استوک در دمای 40 درجه است .برای کنترل ویسکوزیته و گرانروی سیال نیز باید دمای روغن فلاشینگ را به محدوده 40 تا 60 درجه سانتی گراد برسانیم.
زمان مورد نیاز براي این امر بسته به میزان آلودگی سیستم داشته و حداقل زمان موردنیاز طبق فرمول زیر قابل محاسبه خواهد بود: T=V/Q*3
این زمان حداقل مورد نیاز می باشد. (نکته مهم اینست که باید توجه داشت این فرمول تنها حداقل زمان است و در حین فرآیند فلاشینگ باید فیلترها از لحاظ آلودگی بازرسی شوند. پس از این حداقل زمان، با نمونه گیری از روغن و سنجش آلودگی در آزمایشگاه ادامه فرایند فلاشینگ مشخص خواهد شد و هیچگاه زمان مشخصی برای فرایند نمی توان تعیین کرد.)
اجرای عملیات فلاشینگ :
از نظر اجرای عملیات ، فلاشینگ روغن به دو نوع فلاشینگ داخلی (Internal) و فلاشینگ خارجی (External) تقسیم بندی می شود.
تفاوت فلاشینگ داخلی و خارجی چیست ؟
اگر سیستم آلودگی کمی داشته باشد ، تنها شیرها و قطعات حساس به آلودگی باز می شوند و به کمک یونیت و پمپهای اصلی خود سیستم ، عملیات فلاشینگ انجام می شود که به آن فلاشینگ داخلی می گویند.
در این روش نیازی به یونیت و فیلترهای مجزا نداریم. ابتدا کلیه قطعات حساس از سیستم باز شده و بجای آنها ولو بای پاس و یا Plate راه دهنده بسته می شود. و سپس مسیر چرخشی از مخزن و پمپ به لوله ها و مجددا مخزن ایجاد می شود. همچنین فیلتر هاي خود سیستم وظیفه تمیز کردن روغن آلوده شده فلاشینگ را برعهده دارند.
ولی اگر سیستم تا بحال مورد بهره برداری نبوده و تازه تجهیزات نصب شده باشد ، و یا عملیات تعمیرات وسیعی انجام شده که موجب آلودگی شدید در سیستم شده باشد ، در این حالت ما به یک یونیت جداگانه نیاز داریم . چرا که مش بندی فیلترها باید از درشت به ریز تغییر کند تا هزینه گزافی برای فیلترها متحمل نشویم. همچنین پمپهایی با فشار بالاتر استفاده شود تا عدد رینولدز بالاتر و اغتشاش بیشتر ایجاد کنیم.
اصول کار فلاشینگ داخلی تماما مشابه فلاشینگ خارجی خواهد بود .در اینجا ما با توجه به اهمیت فلاشینگ خارجی و نکات مهمی که این عملیات دارد ، بیشتر بر این نوع از فلاشینگ سیستم هیدرولیک تکیه می کنیم و مراحل کار را طبق تیترهای زیر شرح خواهیم داد:
آماده سازی سیستم
آماده سازی یونیت فلاشینگ
اتصالات و لوپ بندی
اجرای عملیات
نمونه گیری و آنالیز روغن
آماده سازی سیستم :
در اینجا منظور ما از سیستم ، یک واحد صنعتی هیدرولیک است که شامل تجهیزات هیدرولیک ، لوله ها ، ابزاردقیق و شیرآلاتی است که بر روی لوله ها بسته شده است.
آماده سازی سیستم شامل کارهایی است که باید قبل از اتصال به یونیت فلاشینگ انجام دهیم . یک بخش از این آماده سازی ، باز کردن تمامی تجهیزات ابزار دقیق و ولوهای حساس به آلودگی در مسیر است.
بخش دیگر ، تمیز کاری اولیه سیستم است که بیشتر شامل لوله میشود. ممکن است داخل لوله مواد خارجی مانند لاستیک، پارچه ، گرد و غبار باشد که می توان با استفاده از هواي فشرده آنها را خارج نمود. پس از آن باید تا جایی که امکان دارد ، ذرات آلوده کننده را از لوله ها پاک کنیم که متحمل هزینه و کار کمتری هنگام فلاشینگ شویم.
به این منظور ، اگر جنس لوله های سیستم از استنلس استیل باشد (که اغلب در سیستمهای هیدرولیک چنین است) میتوانیم به هوای فشرده برای خارج سازی آلودگی بسنده کنیم و یکبار جهت اطمینان با مقداری روغن لوله را فلاش کنیم و روغن را دور بریزیم و سپس فلاشینگ اصلی را شروع کنیم.
ولی اگر جنس لوله ها کربن استیل باشد ، ممکن است لوله ها حاوی آلودگی بسیاری شامل چربی و زنگار و براده آهن باشند که کار کمی سخت تر میشود.
برای تمیزکاری و آماده سازی لوله کربن استیل جهت فلاشینگ ، باید لوله ها را شستشوی شیمیایی کنیم. در مطالب پیشین مراحل کامل شستشوی شیمیایی لوله کربن استیل (به طور کلی و برای مقاصد مختلف) توضیح داده شده که میتوانید به آن مراجعه کنید. در اینجا توضیح مختصری خدمت شما ارائه میکنیم:
شستشوی شیمیایی شامل 4 مرحله میباشد: 1 ) چربی زدایی : در این مرحله لوله را با حلال چربی زدا با دماي 70 درجه شستشو میدهند که چربی زدا معمولا ترکیبی از قلیاهای قوی و ضعیف انتخاب می شود مانند سود سوز آور (NAOH) به همراه کربنات کلسیم ، بیکربنات کلسیم و مانند آن.
2) اسید شویی : پس از چربی زدایی یکبار فلاشینگ آب داریم و پس از آن لوله را با محلول 10 تا 15 درصد اسید شستشو می دهند تا زنگار از سطح آن کنده شود. محلول اسید شامل HCL (برای زنگار زیاد) و یا اسید سیتریک (برای لوله های نسبتا تمیز) است.
3) خنثی سازی : در مرحله سوم باید اسید خنثی سازی شود که معمولا برای اینکار از محلول آبی آمونیاک استفاده میشود.
4) و اما مرحله چهارم که پسیویشن (Passivation) نام دارد. اگر این مرحله به درستی انجام نشود تمامی زحمات ما برای شستشوی شیمیایی بیهوده بوده است.
هدف از این مرحله ایجاد فیلمی نازک بر روی سطح آهن است که باعث میشود نسبت به خوردگی مقاوم (یا اصطلاحا PASSIVE ) شود. محلول مورد نیاز هم معمولا نیتریت سدیم می باشد.
نکته بسیار مهم اینست که جدأ باید از اسید شویی منیفولد و تجهیزات هیدرولیکی اجتناب کرد.
همچنین پس از انجام عملیات باید محلولهای شستشو کاملا تا قطره آخر از لوله خارج و با هوای فشرده Blow-out و خشک کردن انجام شود و تا زمان شروع فلاشینگ روغن ، لوله ها بسته و اصطلاحاُ CAP شود. (به جهت اظمینان، باید یکبار با مقداری روغن مخصوص فلاشینگ، لوله ها فلاش شوند و این روغن دور ریخته شود)
آماده سازی یونیت فلاشینگ روغن :
یونیت فلاشینگی که در کارگاه های مختلف استفاده میشود عمدتأ توسط شرکتهایی که متخصص انجام فلاشینگ هستند بصورت آماده کرایه میشود چرا که از نظر اقتصادی ساخت یک یونیت مجهز برای پروژه فلاشینگ مقرون به صرفه نیست. مگر در مواردی خاص، به عنوان مثال کارخانجات فولاد را میتوان نام برد . در صنعت فولاد واحدهای هیدرولیکی که وجود دارند باید دوره ای فلاشینگ شوند لذا در فولاد معمولأ یک یونیت فلاشینگ در انبار میتوان پیدا کرد.
در اینجا به بررسی این موضوع می پردازیم که یونیت فلاشینگ چیست و برای کار مورد نظر ما چه خصوصیاتی باید داشته باشد:
یونیت فلاشینگ به یک یونیت پرتابل و مجهز اطلاق می گردد که شامل پمپها ، مخزن برای جمع آوری روغن و کارتریج فیلتر است. شکل شماتیک و واقعی یک یونیت فلاشینگ را میتوانید در تصاویر زیر مشاهده نمایید:
تصویر شماتیک یونیت فلاشینگ
یک یونیت کوچک برای فلاشینگ روغن
تصویر یک یونیت فلاشینگ بزرگ و کاملا مجهز
پمپ یونیت باید از یک موتور قوی با دبی مورد نیاز (بستگی به سیستمی که میخواهیم فلاشینگ کنیم) بهره مند باشد که بتواند عدد رینولدز 4000 که برای عملیات نیاز داریم را تامین کند.
مخزن فلاشینگ محل جمع آوری روغن و تغذیه پمپ به درون خطوط سیستم است. از خصوصیات مهم این مخزن اینست که باید ترجیحأ گالوانیزه باشد ، مجهز به هیتر های قابل کنترل باشد (برای افزایش دمای روغن تا 70 درجه) و شیر نمونه گیری بر روی آن نصب شده باشد.
کارتریج فیلترهای یونیت باید در سایز مناسب فیلترهایی که میخواهیم استفاده کنیم باشد و عاری از هرگونه آلودگی و قابل آب بند کردن باشد.
لوپ بندی و اتصالات :
لوپ بندی به عملیاتی اطلاق میگردد که طی آن سیستم و یونیت فلاشینگ در یک مدار سری بسته قرار می گیرند و آماده استارت چرخش روغن می شوند.
لوپ بندی کار بسیار دقیق و حساسی است که باید حتمن با حضور ناظر و اپراتور و فیترهای باتجریه در فلاشینگ انجام گردد. هرگونه کوتاهی و بی دقتی ممکن است خطرات جانی برای پرسنل و هزینه های گزافی برای شرکت ایجاد کند.
برای لوپ بندی باید ابتدا ولوها و تجهیزات ابزاردقیق درآورده شود، به جای آنها کانکشن های موقت (Temporary) نصب گردد ،کلیه عملگرها شامل سیلندرها و هیدروموتورها از مدار خارج گردند. کلیه اتصالات لوله کشی از محل والو استندها و مانیفولدهاي هیدرولیک و همچنین پمپ هاي هیدرولیک باز شوند.
سپس لوله ها طبق نقشه های پلن و آیزومتریک انتخاب شوند ، و انتهای هر لوله به ابتدای لوله بعدی متصل گردد.
مدار باید به شکلی بسته شود که از گردش روغن در همه مدار و عدم ایجاد هوا در مدار اطمینان حاصل شود. در صورت نیاز ، مناطق خاصی شامل ونت (Vent) باشد.
لوپ بندی باید به شکلی باشد که سرعت و دمای در تمامی نقاط و همه لوله ها یکسان باشد. در صورت نیاز از منیفولدهای موقت استفاده کنید.
شروع عملیات چرخش روغن :
برای شروع عملیات ، روغن را داخل تانک یونیت ریخته و پمپ را استارت میکنیم مراحل و نکات زیر جهت فلاشینگ توصیه می شوند:
1. سیال فلاشینگ باید با سیالی که در سیستم هیدرولیک استفاده می شود سازگار باشد.(به این منظور باید به اسپک های سیستم مراجعه و از نوع روغن هیدرولیک سیستم اطمینان حاصل نمود. به عنوان مثال در سیستمی که سیال آن پایه آب-گلیکول است به هیچ عنوان نباید از روغن استری برای فلاشینگ استفاده کرد.)
2. مسیر برگشت به تانک را باید از فیلترهایی با ظرفیت مناسب عبور داد.
3. سرعت سیال در فرآیند فلاشینگ باید به گونه اي باشد که جریان در کلیه مسیرها مغشوش باشد. (عدد رینولد بزرگتر یا مساوی 4000)
4. حین فلاشینگ، ویسکوزیته سیال در حین کار حدود 10 الی 15 سانتی استوك در دماي 40 درجه سانتیگراد باشد.
5. سرد ترین نقطه در فلاشینگ باید حداقل 50 درجه سانتی گراد دما داشته باشد لذا حداقل دماي سیال فلاشینگ باید 60 درجه سانتی گراد باشد. در برخی موارد می توان براي رسیدن به این دما از عایق کردن لوله ها نیز استفاده کرد.
6. شیرهاي پروانه اي، توپی ،سوزنی و … قطعات مهمی هستند که باید بصورت گرم کامل فلاشینگ گردند.
7. مخزن روغن سیستم، محفظه فیلترها (بادي فیلتر) و سیلندرها باید بطور جداگانه فلاشینگ گردند. بادي فیلتر را می توان بصورت دستی و یا با خارج کردن المان فیلتر در مدار چرخشی فلاشینگ قرار داد تا تمیز گردد. سیلندر هاي هیدرولیک باید با حرکت دادن کل کورس آنها و تکرار آن تمیز شوند.
8. ترجیحا اگر بتوان جریان را متناوبا کم و زیاد کرد جریان ضربه اي می تواند بهتر رسوبات و آلودگی هاي مسیر را جدا کرده و تمیز نماید. (ایجاد اغتشاش در سیال)
9 . سیال را باید قبل از شروع عملیات فلاشینگ گرم کرده تا به دماي مناسب حدود 30 درجه سانتی گراد برسد. این عملیات را باید به کمک هیتر درون مخزن استاندارد انجام داد. (هنگام کار دما در اثر اصطکاک بالا میرود و به دمای مطلوب 60 تا 70 درجه میرسیم)
10. هر نیم ساعت دمای قسمتهای مختلف مدار را چک کنید و مطمئن شوید جایی با دمای کمتر از بقیه سیستم وجود نداشته باشد.
11. بصورت مداوم باید گیج فشار روی کارتریج فیلترها را بررسی کرد . با کثیف شدن فیلتر فشار بالا میرود و موقع تعویض فیلتر است . (هنگام چرخش روغن به هیچ وجه کارتریج را باز نکنید)
12. حداقل زمان فلاشینگ بسته به دبی و حجم مخزن فلاشینگ می باشد که حدودا جهت بررسی اولیه 4 ساعت می باشد.
13. فیلترها از سمت سیستم به سمت تانک ، باید از مش درشت به مش ریز به ترتیب قرار گیرند. توصیه ما تعبیه 3 فیلتر 25 میکرون و 10 میکرون و 3 میکرون است. برای سیستم های حساس نیز 2 میکرون هم اضافه گردد. (برای کاهش هزینه ها میتوانید حدود دو ساعت اول را با فیلتر 40 یا 50 میکرون به تنهایی ، فلاش کنید تا ذرات بزرگ کاملن گرفته شود.)
14. پس از 4 ساعت از سیستم نمونه گیري نموده و میزان تمیزي سیال بررسی شده و شرایط سیستم بررسی گردد.
15. هر 4 ساعت یک مرتبه از سیستم نمونه گیري کرده و شرایط سیستم بررسی گردد. زمان پایان دادن به فلاشینگ ، تنها مستلزم تطابق تمیزی نمونه ( که آنالیز شده) با سطح تمیزی مورد نیاز است. باز تاکید میکنیم : زمان قطعی برای پایان دادن به عملیات فلاشینگ وجود ندارد.
16.هنگامیکه نتایج آزمایشگاه مطلوب بود عملیات را متوقف و کلیه سیال فلاشینگ از سیستم خارج گردد.
17. کلیه قطعات ، شیلنگ ها و اتصالات اضافی که براي مدار چرخشی نصب شده بود باز شده و لوله ها به تجهیزات مربوطه مجددا متصل گردند. (باید توسط تیم متخصص و با وسواس زیاد انجام شود که دوباره آلودگی وارد سیستم نشود)
18. روغن جدید در سیستم اصلی شارژ شده و فلاشینگ را با سیستم اصلی شروع می کنیم.
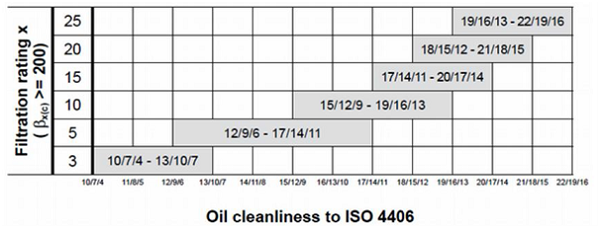
19. مش فیلتر مناسب براي سطوح تمیزي مطلوب مطابق جدول پیشنهاد زیر می باشد.
مش فیلتر مناسب برای فیلتراسیون روغن هیدرولیک
تست و آنالیز آزمایشگاهی و استاندارد هاي آلودگی روغن هیدرولیک
پس از انجام فلاشینگ در حداقل زمان درنظر گرفته شده ، باید از روغن نمونه برداری شود و برای تست به آزمایشگاه یا افراد متخصص برای آنالیز سپرده شود.
اصول آنالیز بدین شکل است که اندازه و تعداد ذرات آلوده کننده با استانداردهای موجود مقایسه گردد.
ریز ترین سایز ذرات قابل رویت توسط چشم غیر مسلح حدود 40 میکرون است. این در حالی است که بسیاری از ذرات آسیب رسان به سیستم هیدرولیک، معمولا دارای سایز کوچکتر از 40 میکرون هستند. لذا برای آنالیز باید از دستگاه های آزمایشگاهی و میکروسکوپ (برای بررسی ویژوال) استفاده شود.
برای بیان سطح آلودگی روغن از استاندارد هاي مختلفی استفاده می شود که متداول ترین آنها استاندارد ISO 4406 و NAS 1638 می باشد. استاندارد ایزو به لحاظ دقت استاندارد دقیق تری بوده ولی استاندارد NAS به دلیل سادگی بیشتر متداول است.
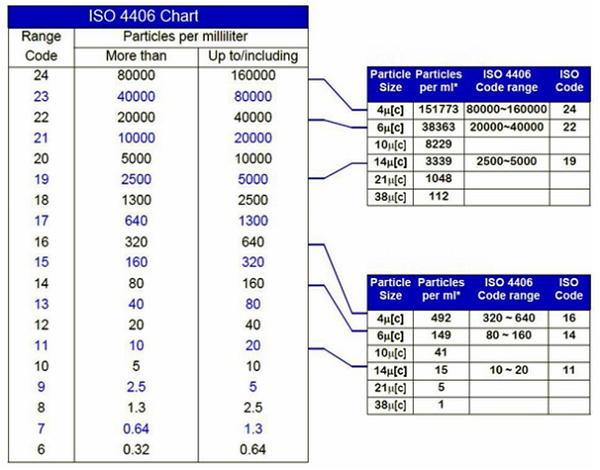
استاندارد ISO 4406
در این استاندارد سطح آلودگی روغن با سه عدد بصورت A/B/C نشان داده میشود .
A بیان گر تعداد ذرات موجود در هر میلی لیتر با سایز بیشتر از 4 میکرون ، B بیان گر تعداد ذرات موجود در هر میلی لیتر با سایز بزرگتر از 6 میکرون ، و عدد سوم C با سایز بزرگتر از 14 میکرون است.
به این معنی که اگر کارفرما از ما میخواهد سیستم هیدرولیکی با تمیزی 16/14/11 به او تحویل دهیم ، نتایج آزمایشگاه پس از فلاشینگ باید مقدار ذرات 4 میکرون را بین 320 تا 640 ، تعداد ذرات بالای 6 میکرون را 80 تا 160 و تعداد ذرات بزرگتر از 14 میکرون را 10 تا 20 عدد اعلام کرده باشد.
این اعداد را از کجا آوردیم؟ ! به تصویر زیر دقت کنید تا متوجه موضوع شوید.
جدول زیر دو مثال از نحوه بیان سطح آلودگی روغن برای کدهای 24/22/19 و 16/14/11 داده است.
مثالی از بیان سطح آلودگی روغن با ISO 4406
استاندارد ایزو در نگاه اول کمی گیج کننده به نظر می رسد. اگر راهنمایی بیشتری نیاز دارید در کامنت ها بیان کنید تا جایی که در توان باشد ، با کمال میل پاسخگو خواهم بود.
استاندارد NAS به مراتب راحت تر و کاربردی تر است:
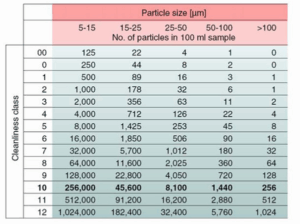
استاندارد NAS 1638
NAS 1638 یک استاندارد بسیار قدیمی ولی کاربردی است. ناشر این استاندارد انستیتو هوافضای آمریکا National Aerospace Standard و آخرین ویرایش NAS 1638 متعلق به سال 1964 می باشد! که هنوز هم کاربرد فراوانی دارد .(بیشتر بخوانید > دانلود NAS 1638 )
در این استاندارد سطح آلودگی روغن با اعداد 00 تا 12 نشان داده میشود. البته باید توجه داشت که این اعداد بیانگر رده های با تعداد ذرات مشخص در 100 میلی لیتر روغن است.
به منظور آنالیز با این استاندارد ، نمونه گیری در حین عملیات انجام شده و صد میلی لیتر از روغن را از کاغذ صافی عبور می دهند و تعداد ذرات شمارش شده و با سطح آلودگی 00 تا 12 مقایسه میشود و اندازه ذرات ، با تصاویری که در این استاندارد موجود است مقایسه میگرد.
به تصویر زیر دقت کنید تا مثالی واضح بزنیم :
جدول آلودگی روغن استاندارد NAS 1638
اگر کارفرما سیستمی با تمیزی NAS 10 از ما خواست ، نتایج آزمایشگاهی روغن باید اعلام کند که تعداد ذرات بزرگتر از 100 میکرون 256 عدد ، 50-100 میکرون مساوی 1440 عدد ، 25-50 میکرون مساوی 8100 عدد ، 15-25 میکرون مساوی 45600 عدد و 5-15 میکرون مساوی یا کوچکتر از 256000 عدد است.
نتیجه کلی اینست که آلودگی روغن همواره با دو پارامتر اندازه و تعداد ذرات سنجیده میشود.
خطرات فلاشینگ هیدرولیک و نکات ایمنی فلاشینگ روغن :
در فلاشینگ ما با روغن داغ با سرعت بسیار زیاد در یک سیستم سروکار داریم ، لذا عمده خطرات کاملا مشخص است : خطر پاشیدن روغن داغ به پرسنل ، خطر لیز بودن محیط کارگاهی ، و خطر پاشیدن سیال با فشار بالا.
خطر برخورد سیال با سرعت بسیار بالا از مقاطع باریک به انسان که می تواند باعث سوراخ شدن پوست و نفوذ روغن به داخل پوست گردد. لذا با توجه به اینکه سرعت سیال درون خطوط هیدرولیک در زمان فلاشینگ بسیار بالا می باشد و در صورت استفاده از اتصالات و متعلقات نامناسب می تواند خطر ساز شود لذا لازم است در مدار فلاشینگ حتما از لوله ها، شیلنگ ها، اتصالات و ادوات مناسب استفاده کرده و حتما از محکم بودن اتصالات و باز نبودن هیچ یک از آنها اطمینان حاصل نمود.
با توجه به اینکه دما در فلاشینگ بسیار دارای اهمیت می باشد و بالا بردن دما در این سیستم امري ضروري است لذا خطرات پاشش روغن با سرعت بالا و با درجه حرارت بالا می تواند خطر ساز باشد.
اگر مخزن هیدرولیک بصورت کنترل شده گرم نگردد می تواند باعث رسیدن دماي روغن به میزان دماي اشتعال و یا حتی احتراق روغن گردد و باعث آتش سوزي گردد.
همچنین در صورت کنترل نشدن دما و فشار و اتصالات غیر استاندارد، عملیات میتواند به یک فاجعه ایمنی ختم گردد. لذا جدی گرفتن ایمنی در فلاشینگ روغن باید به اپراتورها و بازرسین همواره گوشزد گردد.
ملاحظات ایمنی فلاشینگ :
از آنجایی که دما و سرعت و فشار سیستم باید کنترل شده باشد ، در زمان اجرای فلاشینگ، حضور یک بازرس حرفه ای حتما لازم است . این بازرس باید به سیستم هیدرولیک و فلاشینگ روغن مسلط باشد و كنترل هاي لازم را انجام دهد و موارد غیر عادي را تشخیص دهد.
استفاده از لوازم حفاظت فردي بر سیستمهای هیدرولیک و فلاشینگ لازم و ضروري بوده و در صورت عدم استفاده میتواند منجر به آسیب به فرد و حتی مرگ گردد. لوازم ایمنی ضروری حین فلاشینگ عبارتند از: کلاه ایمنی، دستکش ضد روغن، عینک محافظ ،کفش ایمنی، لباس ایمنی .
در زمان فلاشینگ لازم می شود از وضعیت آلودگی سیستم در فلاشینگ اطلاع کسب کرد که لازم است از سیستم نمونه گیری گردد لذا حتما در زمان نمونه گیری از تجهیزات نمونه گیری مناسب جهت نمونه گیری از خطوط مختلف به خصوص نمونه گیری از خطوط فشار بالا استفاده گردد.
هنگام بازرسی از سیستمهاي هیدرولیک از نور کافی در محیط بهره ببرید و از تست محل هاي نشتی با دست بپرهیزید چرا که میتواند روغن خروجی بصورت سیال نازك به دست شما وارد شده و آسیب برساند و یا به دلیل لغزنده بودن سطح در محل سیستمهای هیدرولیک باعث سر خوردن و سقوط گردد.
حتما از یونیت فلاشینگ استاندارد شرکت هاي معتبر و با مشاوره از کارشناسان خبره آنها استفاده کنید.
قبل از انجام فلاشینگ دستورالعمل مربوط به فلاشینگ را بررسی و مطالعه نموده و مطابق با آن اقدام نمایید.
از سازنده و طراح تجیهزات دستورالعمل فلاشینگ را بخواهید و یا این عملیات را به آنها واگذار نمایید.
منابع :
1. Ito, T. (1984). Hydraulic System Flushing. FRH Journal.
2. Arnold Krielen and Hans H. Faatz, The production and Installation of Pipework, Bosch Rexroth Corporation.
3. Gibbons, Tom. (1998). Improved Flushing Techniques for Turbine Lube Systems. Pall Corporation Presentation.
4. ISO 5910 Hydraulic Fluid Power. Cleaning of Hydraulic Pipe Systems.
5. ISO 5911 Hydraulic Fluid Power. Methods for Coding Levels of Contamination by Solid Particles.
6.ایمنی در فلاشینگ روغن ، بیژن دیبایی نیا و مسعود هراتیان
با نظرات سازنده خود، به بهتر شدن این مقاله کمک نمایید. در صورت نیاز به مشاوره و راهنمایی خصوصی در رابطه با پروژه های فلاشینگ نیز میتوانید از طریق راههای ارتباطی با ما در تماس باشید.
آشنایی با مهمترین استانداردهای بین الملی جرثقیل و بالابر : مجموعه استاندارد های ASME B30 + دانلود آیتم های استاندارد
ASME B30 چیست ؟ B30 کمیته ای تخصصی از انستیتو ASME می باشد که وظیفه تنظیم استاندارد در زمینه ساخت ، نصب ، بازرسی ، تست و تعمیر و نگهداری جرثقیل ، بالابر ، و هرنوع تجهیزات لیفتینگ و جابجایی بار را بر عهده دارد.
اگر در شغلی کار می کنید که از جرثقیل ، بالابر ، درریک (Drrick) یا کابل برای بلند کردن و جابجایی مواد استفاده می کند ، به احتمال زیاد قوانین و مقررات کار شما از استاندارد ایمنی ASME B30 سرچشمه گرفته است .
امروزه ASME B30 به عنوان مجموعه ای از استانداردهای ملی آمریكا با 30 جلد منحصر به فرد مرتبط با طراحی ، نصب ، بهره برداری ، بازرسی و نگهداری انواع مختلف تجهیزات مورد استفاده در فرایندهای ساختمانی وجود دارد.
رهنمودهای تعیین شده توسط کارشناسان کمیته B30 و کمیته های فرعی می تواند به کارفرمایان ، تولید کنندگان ، مصرف کنندگان نهایی و پیمانکاران کمک کند تا خود را از آسیب های کار حفظ و عملکرد ایمنی و تجهیزات بالابر و لیفتینگ را بهبود بخشند .
آشنایی و دانلود بخشهای مختلف استاندارد ASME B30
همانطور که گفتیم، این کمیته (ASME B30) شامل 30 زیر مجموعه در 30 جلد استاندارد است که از ASME B30.1 شروع و به ASME B30.30 ختم می گردد.
(البته لازم به ذکر است که در سالهای اخیر، استاندارد B30.15 منسوخ و با B30.5 ادغام گردیده است. یعنی درواقع اکنون این کمیته شامل 29 استاندارد می باشد)
در اینجا به صورت خلاصه با محتوای این بخشها آشنا خواهید شد و می توانید برای دانلود آخرین ویرایش هر استاندارد، بر روی لینک آن کلیک نمایید.
B30.1 : جک ها ، غلتک های صنعتی جا به جا کننده بار ، چرخ های جابه جا کننده بار بادی ، جرثقیل دروازه ای متحرک با پایه های جکدار هیدرولیکی
مباحث تحت پوشش : جکهای مکانیکی – جکهای هیدرولیک – کیسه های هوا – غلطک های صنعتی -کاستورهای هوا -سیستم های هیدرولیک تلسکوپی – سیستم های جک Strand
B30.2 : جرثقیل های سقفی و دروازه ای :
مباحث تحت پوشش: دامنه ، تعریف ها ، منابع و شایستگی های پرسنل – ساخت و نصب عمومی ، بازرسی و آزمایش، آموزش و بهره برداری از اپراتور، آموزش تعمیر و نگهداری
B30.4 : جرثقیل دروازه ای گردان و جرثقیل پایه ستونی (پورتال و پایه ای) این استاندارد فقط در مورد جرثقیل های پرتال و پایه که از طناب و سیم بکسل برای بلند کردن استفاده می شود ، کاربرد دارد .
الزامات مربوط به جرثقیل های برجی (به ASME B30.3 مراجعه کنید ) ، جرثقیل های بوم تلسکوپی (مراجعه به ASME B30.5 ) و جرثقیل های قلاب دار (به ASME B30.22 مراجعه کنید ) در این استاندارد لحاظ نشده است.
B30.5 : جرثقیل های متحرک و لوکوموتیو ریلی ASME B30.5 در برگیرنده استاندارد جرثقیل های خزنده ، جرثقیل های جابجا شونده ، جرثقیل های چرخدار و هر نوع تجهیز لیفتینگ که این ویژگی اساسی را حفظ کرده اند (قابلیت جابجایی) و از موتورهای احتراق داخلی یا موتورهای برقی استفاده میکنند، می باشد.
B30.6 : دریک ها این استاندارد در برگیرنده انواعی از جرثقیل است که با نام درریک شناخته می شوند که از طریق سیستم های طناب و سیم برای بلند کردن ، پایین آمدن و حرکت افقی بارهای معلق استفاده می شوند ، به استثنای مواردی که برای دریک های شناور در ASME B30.8 و جرثقیل های شناورها و کشتی ها مشخص شده است .
B30.7 : وینچ ها
winch اطلاحن نوعی قرقره جمع کننده سیم و طناب جرثقیل است که در این استاندارد به این نوع از اکسسوری جرثقیلها پرداخته شده است.
B30.9 : اسلینگ ها ( بلت و کمربندهای مهار و لیفتینگ بار )
قلاب های ساخته شده از زنجیره فولادی آلیاژی ، طناب سیم ، مش فلزی ، کمربند الیاف مصنوعی ، توری مصنوعی و نخ های الیاف پلی استر در پوشش محافظ در محدوده این استاندارد قرار دارند.
B30.12 : هلی کوپتر باربردار مباحث تحت پوشش: قطعات بالابر ، بازرسی و نگهداری ، مقررات دست زدن به بار ، سیگنال ها و ارتباطات حین عملیات ، تأسیسات سوخت رسانی و زمینی
B30.28 : جرثقیل های بازویی ستونی متعادل ساز ASME B30.28 شامل مقررات مربوط به علامت گذاری ، ساخت ، نصب ، بازرسی ، آزمایش ، نگهداری و بهره برداری از واحدهای بالانس بالابر است.( Balancers ) که با توانایی در شناور کردن بار مشخص می شود.
این استاندارد در مورد Balancers با عملکرد خودمختار یا Balancers که برای جابجایی پرسنل استفاده می شود صدق نمی کند ، زیرا این واحدها به ملاحظات ، مقررات و ویژگی های دیگری نیاز دارند که در این جلد درج نشده اند.
B30.30 : طناب ها ASME B30.30 شامل مواردی است که در مورد ساخت ، انتخاب ، نصب ، پیوست ، آزمایش ، بازرسی ، نگهداری ، تعمیر ، استفاده و جایگزینی طناب ، سیم ، طناب ترکیبی ، و طناب فیبر مصنوعی و سیم بکسل های اجزای بالابر طناب کاربرد دارد.
خرید پکیج یکجا همه استانداردهای ASME B30 با تخفیف بیش از 40 درصد نسبت به تک آیتم
برای لیست کامل و ویرایشهایی که در پکیج دانلود می کنید اینجا کلیک کنید









 ماتریس ریسک ابزاری گرافیکی برای نمایش و غربالگری تجهیزات جهت اولویت بندی بازرسی است. برای نمایش کیفی میزان ریسک تجهیزات و واحدهای فرآیند، از مفهومی بنام ماتریس ریسک استفاده می شود.
ماتریس ریسک ابزاری گرافیکی برای نمایش و غربالگری تجهیزات جهت اولویت بندی بازرسی است. برای نمایش کیفی میزان ریسک تجهیزات و واحدهای فرآیند، از مفهومی بنام ماتریس ریسک استفاده می شود.