فولاد به عنوان یکی از پرکاربردترین مواد در صنایع مختلف، از ساخت و ساز تا تولید ابزار و تجهیزات، اهمیت بالایی دارد. برای تضمین کیفیت و یکنواختی محصولات فولادی، استانداردهای مختلفی در سطح ملی و بینالمللی تدوین شده است.
استانداردهای فولاد توسط سازمانهای مختلف در سرتاسر جهان تدوین میشوند و هر کشور ممکن است استانداردهای خاص خود را داشته باشد.
چرا استانداردهای فولاد مهم هستند؟ استانداردهای فولاد به دلایل زیر اهمیت دارند: 1.تضمین کیفیت: استانداردها مشخصات دقیق فیزیکی، شیمیایی و مکانیکی فولاد را تعیین میکنند. 2. ایمنی:استفاده از مواد استاندارد در پروژههای ساختمانی و صنعتی خطرات را کاهش میدهد. 3. قابلیت تعویض: استانداردها امکان استفاده از مواد از منابع مختلف بدون نگرانی از ناسازگاری را فراهم میکنند. 4. صرفهجویی در هزینه: استانداردها به کاهش دوبارهکاری و خرابی کمک میکنند.
در این مقاله، به بررسی مهمترین استانداردهای فولاد و کاربردهای آنها میپردازیم.
گرید فولاد و انواع GRADE
گرید فولاد چیست؟
گرید فولاد (Steel Grade) مشخصه ای از فولاد است که با آن میتوان به ترکیب شیمیایی، خواص فیزیکی، و دیگر خصوصیات آن نوع از متریال فولاد پی برد. یکی از روشهای اصلی شناسایی فولادها، گرید آنها است که اطلاعات دقیقتری درباره ویژگیها و کاربردهای فولاد ارائه میدهد. استانداردها ، فولاد را بر اساس ترکیب شیمیایی، خواص مکانیکی و کاربردهای مختلف طبقهبندی میکنند و به معرفی گرید، برای فولاد می پردازند. به عنوان مثال: فولاد گرید 304 ، نوعی از فولاد استنلس استیل آستنیتی است که ترکیب شیمیایی و خواص فیزیکی مشخصی دارد که در استاندارد مربوط به آن ذکر شده است.
انواع گرید فولاد
برای فولاد، گریدهای مختلفی در استانداردهای بین المللی مطرح شده است. این تقسیم بندی، برای هر نوع متریال متفاوت و به شرح زیر است:
1. گریدهای فولاد کربن استیل
2. گریدهای فولاد آلیاژی
3. گریدهای فولاد استنلس استیل
4. گریدهای فولاد ابزار
1.انواع گرید کربن استیل
فولادهای کربنی بر اساس میزان کربن به سه دسته اصلی تقسیم میشوند:
کربن پایین (Low Carbon): فولادهایی با کربن کمتر از 0.3%، مانند ASTM A36، که در ساختمانسازی و تولید ورقها استفاده میشوند.
کربن متوسط (Medium Carbon): فولادهایی با کربن بین 0.3% تا 0.6%، مانند SAE 1045، که برای ساخت قطعات ماشینآلات استفاده میشوند.
کربن بالا (High Carbon): فولادهایی با کربن بیشتر از 0.6% که در تولید ابزارهای برشی و فنرها کاربرد دارند.
2. گریدهای فولاد آلیاژی
این فولادها حاوی عناصر آلیاژی مانند کروم، نیکل، مولیبدن و وانادیوم هستند. برخی از گریدهای معروف عبارتند از:
4130 و 4340 (ASTM): برای کاربردهای هوافضا و خودرو.
17-4PH (Stainless): فولاد ضدزنگ مقاوم در برابر خوردگی.
3. گریدهای فولاد ضدزنگ (استنلس)
فولادهای ضدزنگ به دلیل مقاومت بالا در برابر خوردگی در صنایع مختلف استفاده میشوند. این گریدها بر اساس ساختار کریستالی طبقهبندی میشوند:
آستنیتی (Austenitic): شامل گریدهای سری 300 مانند 304 و 316.
فریتی (Ferritic): شامل گریدهایی مانند 430.
مارتنزیتی (Martensitic): شامل گریدهایی مانند 410 و 420.
4. گریدهای فولاد ابزار (Tool Steel)
فولادهای ابزار برای ساخت ابزارهای برشی، قالبها و سایر تجهیزات صنعتی استفاده میشوند. این فولادها معمولاً در استانداردهایی مانند AISI/SAE طبقهبندی میشوند:
گریدهای سری W: برای ابزارهای برش در دمای پایین.
گریدهای سری H: برای ابزارهای مقاوم به حرارت.
چگونه گرید فولاد مناسب را انتخاب کنیم؟
انتخاب گرید فولاد به عوامل زیر بستگی دارد:
کاربرد: برای مثال، فولادهای کربنی ساده برای ساختمانها و فولادهای آلیاژی برای قطعات حساس ماشینآلات.
شرایط محیطی: مقاومت در برابر خوردگی، دما و فشار.
هزینه: برخی از گریدهای فولاد، مانند فولادهای ضدزنگ، هزینه بیشتری دارند اما ویژگیهای بهتری ارائه میدهند.
شناخت گریدهای فولاد و استانداردهای مربوط به آنها نقش حیاتی در تضمین کیفیت، ایمنی و عملکرد پروژهها دارد. انتخاب گرید مناسب به شما کمک میکند تا نیازهای پروژههای مختلف را به بهترین شکل ممکن برآورده کنید.
استانداردهای فولاد
مهمترین استانداردهای فولاد یا به عبارت بهتر مهمترین سازمان های تولید کننده استاندارد برای فولاد و گرید فولاد، به شرح زیر هستند:
1. ASTM
2. ISO
3. EN
4. API
5. SAE/AISI
البته باید توجه داشت که موسسات استاندارد ذکر شده در بالا، طیف گسترده ای از حوزه و موضوعات مختلف برای استاندارد را پوشش می دهند که فولاد و استیل فقط جزیی از آنهاست. در ادامه به بررسی جزیی تر مهمترین استانداردهای هر موسسه، برای فولاد می پردازیم.
استانداردهای بینالمللی فولاد
چندین سازمان معتبر در سطح جهانی استانداردهای فولاد را تدوین کردهاند. برخی از مهمترین این استانداردها عبارتند از:
1. استاندارد ASTM (American Society for Testing and Materials)
استاندارد ASTM یکی از گستردهترین مجموعه استانداردها در صنایع مختلف، از جمله فولاد، است. این استاندارد شامل مشخصات شیمیایی، مکانیکی و کاربردی فولاد میشود. برخی از زیرمجموعههای مهم استاندارد ASTM در فولاد عبارتند از: – ASTM A36: مناسب برای فولادهای ساختمانی. – ASTM A516: مورد استفاده در ساخت مخازن تحت فشار. – ASTM A992: این استاندارد برای فولاد سازهای کم آلیاژی با استحکام بالا استفاده میشود.
2. استاندارد ISO (International Organization for Standardization)
استانداردهای ISO به ایجاد هماهنگی در سطح جهانی کمک میکنند. ISO 6935، برای میلگردهای فولادی و ISO 4957، برای فولادهای ابزار نمونههایی از این استانداردها هستند.
ISO 630 : برای فولادهای ساختمانی که معمولاً در ساختارهای فلزی استفاده میشوند.
ISO 4952: برای فولادهای با استحکام بالا که در شرایط سخت محیطی استفاده میشوند.
3. استاندارد EN (European Norms)
استانداردهای اروپایی، با پیشوند “EN”، در صنایع ساختمانی و تولیدی اروپا بسیار رایج هستند. به عنوان مثال: – EN 10025: برای فولادهای ساختمانی. – EN 10210: برای پروفیلهای توخالی.
4. استاندارد JIS (Japanese Industrial Standards)
این استانداردها برای مشخصات فولادهای صنعتی در ژاپن مورد استفاده قرار میگیرند. به عنوان مثال: – JIS G3101:برای فولادهای ساختمانی. – JIS G4401: برای فولادهای ابزار.
استانداردهای ملی فولاد
در کنار استانداردهای بینالمللی، هر کشور نیز استانداردهای خاص خود را برای فولاد تدوین کرده است. برخی از نمونهها عبارتند از: – استاندارد DIN (آلمان): DIN 17100 برای فولادهای ساختمانی. – استاندارد BIS (هند): IS 2062 برای فولادهای ساختمانی. – استاندارد ملی ایران (ISIRI): استاندارد 1791 برای میلگردهای فولادی.
طبقهبندی فولاد بر اساس استانداردها
استانداردها فولاد را بر اساس ترکیب شیمیایی و خواص مکانیکی طبقهبندی میکنند. دو دسته اصلی عبارتند از: 1. فولادهای کربنی: شامل استانداردهایی مانند ASTM A36 و EN 10025. 2. فولادهای آلیاژی: مانند فولادهای ضدزنگ (Stainless Steel) که در استانداردهای ASTM A240 و JIS G4304 تعریف شدهاند.
دانلود استاندارد فولاد
سوالات متداول (FAQ)
مهمترین استانداردهای فولاد کدام است؟
مهمترین استانداردهایی که به تعریف گریدهای فولاد می پردازند شامل ASTM , EN , AISI, SAE , API هستند.
گرید فولاد چیست؟
گرید فولاد (Steel Grade) مشخصه ای از فولاد است که با آن میتوان به ترکیب شیمیایی، خواص فیزیکی، و دیگر خصوصیات آن نوع از متریال فولاد پی برد.
فولاد ضد زنگ 304 و 316 هر دو استنلس آستنیتی هستند که مقاومت بسیار خوبی در برابر خوردگی دارند.استنلس 304 پرکاربردترین گرید استنلس است و بیش از 50 درصد از کل فولاد استنلس تولید شده جهان را شامل می شود و طبق استاندارد ISO 3506 تحت عنوان گرید A2 شناخته میشود. (مطالعه بیشتر: استنلس استیل چیست؟)
با توجه به استفاده ، فولاد ضد زنگ درجه 316 در رتبه دوم قرار می گیرد. طبق استاندارد ISO 3506 ، گرید 316 تحت عنوان A4 شناخته می شود.
در یک نگاه سریع ، هر دو نوع فولاد ضد زنگ 304 و 316 ممکن است شبیه به نظر برسند زیرا شباهت های زیادی در خواص درجه 304 و 316 وجود دارد. اما برخی تفاوت های متمایز وجود دارد. در این نوشتار، تفاوت بین استنلس 304 و 316 را بررسی دقیقتری خواهیم کرد.
فولاد ضد زنگ 304 چیست؟
گرید 304 استنلس استیل، یک گرید آلیاژ آستنیتی است که از 18 تا 20 درصد کروم و 8 تا 10.5 درصد نیکل تشکیل شده است. منگنز ، سیلیکون و کربن دیگر عناصر اصلی در ترکیب با فلز پایه آهن هستند. وجود مقادیر زیاد کروم و نیکل مقاومت بسیار خوبی در برابر خوردگی ایجاد می کند و به همین دلیل از فولاد ضد زنگ 304 به طور گسترده ای در صنایع زیر استفاده میگردد:
فولاد ضد زنگ 316 همچنین حاوی مقدار زیادی نیکل و کروم است . همچنین حاوی 2 تا 3 درصد مولیبدن هست که مقاومت در برابر خوردگی را بیشتر می کند. بنابراین ، 316 مقاومت بیشتری در برابر خوردگی در مقایسه با 304 فراهم می کند. کاربردهای متداول ضد زنگ درجه 316 عبارتند از:
کاربردهای استنلس 316
آسیاب های کاغذ و خمیر کاغذ
تجهیزات سنگین صنعتی ، فرآیندی و ذخیره سازی مواد شیمیایی
تجهیزات پالایشگاه
صنایع فرایندی مواد غذایی و آشامیدنی با محیط های خورنده شدید
تجهیزات پزشکی و دارویی
نفت و گاز دریایی و فراساحل
محیط های دارای کلراید بالا
فولاد ضد زنگ 304L/316L چیست؟
فولادهای استنلس 304L و 316L تغییراتی در میزان کربن دارند. با کاهش مقدار کربن در آن گریدها ، خواص جوش پذیری بهبود می یابد.کاهش کربن ، مقاومت خوردگی را نیز بهبود میدهد اما خواص مکانیکی آنها کمی کاهش می یابد.
بر اساس AISI میزان کربن در 304 و 316 حداکثر 0.08٪ است در حالی که همان مقدار در 304L/316L حداکثر 0.03٪ است.
هدف اصلی برای حفظ سطح کربن زیر 0.03 درصد، جلوگیری از خوردگی بین کریستالی در دمای بالا (450 تا 850 درجه سانتی گراد) است. همچنین ، اعتقاد بر این است که آلیاژ با کربن کمتر دارای جوش پذیری بهتری در مقایسه با انواع پایه خود هستند.
فولاد ضد زنگ 304 و 316 چه تفاوت هایی با هم دارند؟
1. ترکیب شیمیایی فولاد ضد زنگ 304 در مقابل 316
تفاوت عمده در هر دو نوع فولاد ضد زنگ در ترکیب آنها است. فولاد ضد زنگ 304 از 18٪ کروم ، 8٪ نیکل تشکیل شده است. استنلس 316 از 16٪ کروم ، 10٪ نیکل و 2٪ مولیبدن تشکیل شده است.
2. مقاومت در برابر خوردگی فولاد ضد زنگ 304 در مقابل 316
ضعف اصلی فولاد ضد زنگ 304 عدم مقاومت بالا در برابر خوردگی حفره ای در محیط های حاوی یون کلرید بالا یا محیط شور است. در حالی که ، گرید 316 ، به دلیل وجود مولیبدن و افزایش نیکل می تواند به راحتی در برابر کلریدها و اسیدها مقاومت کند.
3. نقطه ذوب فولاد ضد زنگ 304 در مقابل 316
نقطه ذوب فولاد ضد زنگ 304 کمی بالاتر از فولاد ضد زنگ درجه 316 است.
4. هزینه و قیمت متریال فولاد ضد زنگ 304 در مقابل 316
هزینه 316 حدود 1.5 برابر هزینه 304 است. قیمت فولاد ضد زنگ بستگی به قیمت عنصر آلیاژی و میزان آلیاژ دارد .
5. خواص مکانیکی فولاد ضد زنگ 304 در مقابل 316
فولاد ضد زنگ 316 دارای استحکام و سختی بیشتر است. فولاد ضد زنگ 304 دارای قابلیت جوش پذیری و شکل پذیری بهتر است .افزودن مولیبدن قابلیت جوش پذیری و شکل پذیری درجه 316 را کاهش می دهد.
جمع بندی :
با توجه به موارد ذکر شده، به طور کلی فولاد ضد زنگ 316 گرید برتر از 304 عنوان می شود ، اما هزینه بالاتری دارد. در هر صورت، انتخاب متریال بین فولاد ضد زنگ 304 در مقابل 316 باید با توجه به کاربرد انجام شود. گرید 316 در صورت استفاده از محیط های بسیار خورنده (محلول سوزآور ، محلول کلر ، محیط بسیار اسیدی ، آب دریا و غیره) انتخاب می گردد.
فیتینگ و شیرآلات فورج شده (آهنگری شده) و کستینگ (ریخته گری شده) چه تفاوت هایی دارند؟
در رشته پایپینگ و لوله کشی صنعتی کارخانجات، به کررات کلمه Forging و Casting برای شیرآلات (Valve) و فیتینگ های پایپینگ به چشم می خورد.
همچنین استانداردهای متریال شیرآلات، برای آنها متفاوت است. به عنوان مثال به استاندارد متریال ولو مورد نیاز برای لوله های زیر طبق استاندارد ASTM توجه کنید:
Casting Valve
Forged Valve
Forged Fitting & Flanges
Pipes
Classification
A216 WCB
A105
A105
A53-B welded
Carbon Steel
A216 WCC
A105
A105
A106-C
Carbon Steel
A351 CFS
A182 F304
A182 F304
A312 TP304
Stainless Steel
A351 CFSM
A182 F316
A182 F316
A312 TP316
Stainless Steel
فتینگ و ولوها و شیرآلات اجزای ضروری هر سیستم صنعتی هستند، اما همه این ولوها به یک شیوه تولید نمی شوند.
فورجینگ و ریخته گری دو روش معمول برای ایجاد شیرهای با کیفیت بالا می باشد. بزرگترین تفاوت بین آنها، این است که آنها چگونه تولید می شوند.
فورجینگ :
ولوهای فورجینگ با استفاده از یک روش آهنگری ساخته می شوند که شامل شکل دادن به فلزات و آلیاژها در حالت جامد می باشند.فورجینگ در لغت به معنای شکل داده شده، و در کار ساخت فلزات، به معنای آهنگری شده می باشد.
ابزارهای اندازه گیری حرارت و اندازه صنعتی نیروهای فشاری و حرارت برای خم کردن فلزات و آلیاژ ها بکار گرفته می شوند و برای خرد کردن و شکل دادن مواد برای ایجاد ولوهای خاص استفاده می شوند.
ولوهای فورجینگ دارای مزایای فراوانی برای شرکت های صنعتی می باشند. به عنوان مثال، شرکت ها مجبور نیستند در مورد هدر رفتن مواد نگران باشند.
از آنجایی که ولوهای فورجینگ از یک قطعه جامد شکل می گیرند، برای رسیدن به شکل و اندازه مناسب، تلاش کمی لازم است.
ولوهای فورجینگ به قوی بودن شهرت دارند، که آنها را برای مدیریت سیستم های با فشار بالا و درجه حرارت بالا ایده آل می کند. در طول فرآیند جوش، ساختار دانه بندی فلزی بیشتر تصفیه می شود که این منجر به افزایش تاثیر و قدرت کلی می شود.
همچنین، ولوهای فورجینگ مقاومت خود را نسبت به مسائل معمول مانند ترک، انقباض و تخلخل افزایش می دهند. افزون بر آن، فورجینگ می تواند ولوهایی با ضخامت دیوار کمتر ایجاد کند. که این موضوع به کاهش خستگی حرارتی در طول عملیات کاری ولو کمک می کند.
این بدان معنی است که ولوهای فورجینگ میتوانند سریعتر گرم شوند و خنک شوند، که به آنها اجازه می دهد تا به طور مناسب در برابر فشارهای سیستم هایی که به طور مداوم از طریق فرآیند راه اندازی و اتمام کار، به وارد عملیات میشوند، مقاومت کنند.
ولوها و اجزا ریخته گری: ( Casting )
در مقابل فورجینگ ، کستینگ، اشاره به روش ریخته گری دارد. در ریخته گری از فرم مایع فلز برای ایجاد ولو استفاده می کند.
این فلزات به عنوان یک مایع مذاب ذوب شده ، به قالب های مختلف ریخته می شود. هنگامی که مایع خنک می شود، از قالب خارج می شود.
یکی از بزرگترین مزایای ریخته گری این است که می تواند ولو هایی با اشکال، الگوهای و اندازه های پیچیده ایجاد کند.
با استفاده از قالب برای تولید، ریخته گری به شما اجازه می دهد تا دریچه های مختلفی با قطعات پیچیده تر داشته باشید.
ولوهای ریخته گری نیز برای بسیاری از شرکت ها یک راه حل مقرون به صرفه برای استفاده هستند. به علاوه، از آنجایی که به اندازه فورجینگ کار لازم نیست، ریخته گری به کاهش هزینه ماشینکاری کمک می کند، به خصوص هنگام ایجاد دریچه های اشکال پیچیده.
مهمتر از همه، شیرهای ریخته گری یک راه ساده تر و کم هزینه برای ایجاد قطعات جایگزین را در زمانی که شیرهای فعلی سیستم شکسته و خراب می شوند فراهم می کند.
خبر خوب این است که هر دو نوع ولو ها باید بتوانند عملکرد قابل قبولی را برای شما فراهم کنند، اگرچه ادعا می شود که ولوهای فورجینگ نسبت به ولوهای ریخته گری برتر هستند.
در آخر به عنوان جمع بندی: مشخص نمودن رادیوگرافی اضافی مانند NDE یا بازرسی نفوذ رنگ یک راه برای کمک به اطمینان از کیفیت ولوهای خریداری شده است. (استاندارد MSS SP-53 را مشاهده کنید)
با این حال، یک راه مقرون به صرفه تر، خرید از تامین کنندگان ولوی است که قبلا کیفیت محصولات تولیدی خود را کنترل می کنند و رکورد طولانی و موفق دارند.
در هر صورت، تصمیم به خرید ولوهای فورجینگ و کستینگ ،بستگی به چندین عامل دارد و هزینه آن معمولا تعیین کننده است.
ASTM International ، که به عنوان انجمن تست و متریال آمریکا (به انگلیسی : American Society for Testing and Materials) شناخته می شود ، یک سازمان تدوین و نشر استاندارد بین المللی است که استانداردهایی فنی برای طیف گسترده ای از مواد و متریال ، محصولات ، سیستم ها و خدمات تهیه و منتشر می کند .
حدود 12،575 استاندارد اجماع داوطلبانه ASTM در سطح جهانی کار می کنند. دفتر مرکزی این سازمان در پنسیلوانیا ، حدود 8 مایل شمال غربی فیلادلفیا است .
ASTM International در سال 1902 به عنوان بخش آمریکایی انجمن بین المللی سازمان بین المللی استاندارد ISO , تاسیس شد. تا کنون این سازمان، هزاران استاندارد در زمینه های مختلف منتشر کرده و میتوان به جرات گفت که یکی از 3 استاندارد پرکاربرد در سرتاسر جهان است. (مطالعه تاریخچه در ویکی پدیا)
کاربردهای استانداردهای ASTM
استاندارد های ASTM بیشتر در حیطه تست متریال، استاندارد سازی ابعادی متریال، و روشهای ساخت و آنالیز کاربرد دارند.
صنایعی که بیشترین بهره را از این استاندارد مهم می برند، صنایع نفت و گاز و پتروشیمی، صنایع فولاد ، صنایع شیمیایی و انواع کارخانجات و تولیدی های متریال هستند.
به عنوان مثال: مهندس متخصصی در حوزه پایپینگ و لوله کشی صنعتی وجود ندارد که به صورت روزانه نام لوله های ASTM A106 , A53 و یا A312 را نشنود و با این اسامی سر و کار نداشته باشد.
در مثال فوق ، استاندارد ASTM مشخصه هایی فیزیکی و شیمیایی برای لوله های کربن استیل و استنلس استیل تعیین میکند که به صورت هماهنگ، در سرتاسر دنیا، برای این نوع خاص از لوله ها شناخته شده باشند و از سردرگمی ها کاسته شود.
بخشها و سیستم نامگذاری استاندارد ASTM
استاندارد ASTM دارای هفت بخش می باشد:
بخش A: فلزات آهنی
Ferrous Metals And Products
بخش B: فلزات غير آهنی
Nonferrous Metals And Products
بخش C: سراميک، بتون، مواد سیمانی
Cementitious, Ceramic, Concrete, And Masonry Materials
بخش D: مواد متفرقه
Miscellaneous Materials And Products
بخش E: موضوعات متفرقه
Miscellaneous Subjects
بخش F: مواد برای كاربردهای ويژه
End-Use Materials And Products
بخش G: خوردگي، و فرسايش مواد
Corrosion, Deterioration, Weathering, Durability, And Degradation Of Materials And Products
روش نامگذاری استاندارد:
ASTM X(1) – XXXX(2) – XX(3) – X(4)
شماره 1: بخش هاي استاندارد ASTM بوده که از A تا G می باشد
شماره 2: شماره سريال که ميتواند از يک رقم باشد تا 4 رقم و از عدد يک شروع می شود.
شماره3: سال انتشار و چاپ آن شماره سريال می باشد.
شماره4: اگر با حرف a همراه باشد بدين معنی است که در شش ماه اول سال ميلادی چاپ شده ولي اگر با حرف b باشد بدين معنی است که در شش ماه دوم سال ميلادی چاپ شده.
اگر شماره سريال همراه با حرف M باشد یعنی استاندارد شامل هر دو سيستم متریک (SI-Unit) و Inch Pound می باشد.
مثال: ASTM A671/A671M-20 ( شماره 671 کد اختصاص داده شده به استاندارد جوشکاری فیوژن ولد لوله های استیل – M نشان دهنده اینست که واحدها در استاندارد به صورت متریک هم قید شده – 20 نشان دهنده سال انتشار استاندارد مذکور، یعنی 2020 میلادی است)
آشنایی با فلاشینگ روغن سیستم های هیدرولیکی در صنایع – فلاشینگ روغن لوله و تجهیزات ، استانداردهای فلاشینگ و ذرات مجاز روغن
فلاشینگ روغن چیست و چرا فلاشینگ می کنیم ؟
مقدمه: سیستمهای هیدرولیک و تجهیزاتی که در مسیر سیستم های هیدرولیکی قرار دارند نسبت به تمیزی و خلوص سیال هیدرولیک بسیار حساس هستند بطوریکه بیش از 70 درصد خرابی این تجهیزات ، طبق آمار، به علت آلودگی روغن و سیال هیدرولیک است.
لذا در سیستمهاي هیدرولیک پایین نگه داشتن سطح آلودگی روغن و تمیز کارکردن یک اصل مهم به شمار می رود.
با اینکه در این سیستمها همواره از فیلتر استفاده میگردد، ولی گاهی به علتهای مختلف که مهمترین آنها تعمیرات جزیی و باز بست کردن قسمتهای سیستم است، آلودگی وارد سیستم هیدرولیک شده و باید این آلودگی برطرف گردد که در این مواقع سیستم را اصطلاحا فلاشینگ می کنند.
برای فلاشینگ به طور خلاصه، کل سیستم از ابتدا تا انتها را در یک مدار بسته شامل پمپ و تانک روغن و فیلترهای مورد نیاز می بندند و روغنی مشابه با روغن اصلی سیستم را برای ساعتها در مسیر می چرخانند تا کل ذرات و آلودگی ها با روغن فلاشینگ حمل شود و در فیلترها به دام افتد.
البته باید توجه داشت که این آلودگی ها شامل انواع مختلفی هستند مانند : آلودگی ذرات، آلودگی آب، آلودگی مخلوط شدن با روغن دیگر ، آلودگی خرابی روغن در اثر افزایش حرارت، آلودگی هوا.
ولی از انجایی که مهمترین آنها آلودگی ذرات معلق است، در این مقاله تمرکز بیشتری بر این نوع آلودگی خواهیم داشت و در این مقاله اصول فلاشینگ ، روش صحیح فلاشینگ و استانداردهای فلاشینگ روغن هیدرولیک را بررسی خواهیم کرد.
روش اجرای عملیات فلاشینگ روغن در سیستم هیدرولیک :
تئوری فلاشینگ روغن :
فلاشینگ عبارتست از جدا سازی ذرات آلوده از روغن و سیستم هیدرولیک به کمک فیلتر با سرعت جریان سیال بالا و دماي مناسب. در این شرایط روغن با سرعت بالا و به کمک جریان مغشوش، ذرات موجود در سیستم و جداره هاي داخلی لوله ها و منافذ را جدا کرده و پس از عبور دادن آنها از کلیه مسیرها در آخر توسط فیلتر ها جدا می شوند.
برای دستیابی به حداکثر کارایی در این عملیات ، ما نیاز داریم که 3 پارامتر کلیدی را کنترل کنیم که عبارتند از : 1. جریان مغشوش 2. ویسکوزیته سیال 3. زمان فلاشینگ
اغتشاش در جریان سیال برای غوطه وری ذرات آلوده کننده برای سیستم هیدرولیک بسیار مهم است که ما برای این منظور نیاز داریم همواره عدد رینولدز را بر روی عدد 4000 نگاه داریم. لذا استفاده از پمپ با دبی مناسب بسیار مهم خواهد بود.
ویسکوزیته مناسب برای فلاشینگ ، 10 تا 15 سانتی استوک در دمای 40 درجه است .برای کنترل ویسکوزیته و گرانروی سیال نیز باید دمای روغن فلاشینگ را به محدوده 40 تا 60 درجه سانتی گراد برسانیم.
زمان مورد نیاز براي این امر بسته به میزان آلودگی سیستم داشته و حداقل زمان موردنیاز طبق فرمول زیر قابل محاسبه خواهد بود: T=V/Q*3
این زمان حداقل مورد نیاز می باشد. (نکته مهم اینست که باید توجه داشت این فرمول تنها حداقل زمان است و در حین فرآیند فلاشینگ باید فیلترها از لحاظ آلودگی بازرسی شوند. پس از این حداقل زمان، با نمونه گیری از روغن و سنجش آلودگی در آزمایشگاه ادامه فرایند فلاشینگ مشخص خواهد شد و هیچگاه زمان مشخصی برای فرایند نمی توان تعیین کرد.)
اجرای عملیات فلاشینگ :
از نظر اجرای عملیات ، فلاشینگ روغن به دو نوع فلاشینگ داخلی (Internal) و فلاشینگ خارجی (External) تقسیم بندی می شود.
تفاوت فلاشینگ داخلی و خارجی چیست ؟
اگر سیستم آلودگی کمی داشته باشد ، تنها شیرها و قطعات حساس به آلودگی باز می شوند و به کمک یونیت و پمپهای اصلی خود سیستم ، عملیات فلاشینگ انجام می شود که به آن فلاشینگ داخلی می گویند.
در این روش نیازی به یونیت و فیلترهای مجزا نداریم. ابتدا کلیه قطعات حساس از سیستم باز شده و بجای آنها ولو بای پاس و یا Plate راه دهنده بسته می شود. و سپس مسیر چرخشی از مخزن و پمپ به لوله ها و مجددا مخزن ایجاد می شود. همچنین فیلتر هاي خود سیستم وظیفه تمیز کردن روغن آلوده شده فلاشینگ را برعهده دارند.
ولی اگر سیستم تا بحال مورد بهره برداری نبوده و تازه تجهیزات نصب شده باشد ، و یا عملیات تعمیرات وسیعی انجام شده که موجب آلودگی شدید در سیستم شده باشد ، در این حالت ما به یک یونیت جداگانه نیاز داریم . چرا که مش بندی فیلترها باید از درشت به ریز تغییر کند تا هزینه گزافی برای فیلترها متحمل نشویم. همچنین پمپهایی با فشار بالاتر استفاده شود تا عدد رینولدز بالاتر و اغتشاش بیشتر ایجاد کنیم.
اصول کار فلاشینگ داخلی تماما مشابه فلاشینگ خارجی خواهد بود .در اینجا ما با توجه به اهمیت فلاشینگ خارجی و نکات مهمی که این عملیات دارد ، بیشتر بر این نوع از فلاشینگ سیستم هیدرولیک تکیه می کنیم و مراحل کار را طبق تیترهای زیر شرح خواهیم داد:
آماده سازی سیستم
آماده سازی یونیت فلاشینگ
اتصالات و لوپ بندی
اجرای عملیات
نمونه گیری و آنالیز روغن
آماده سازی سیستم :
در اینجا منظور ما از سیستم ، یک واحد صنعتی هیدرولیک است که شامل تجهیزات هیدرولیک ، لوله ها ، ابزاردقیق و شیرآلاتی است که بر روی لوله ها بسته شده است.
آماده سازی سیستم شامل کارهایی است که باید قبل از اتصال به یونیت فلاشینگ انجام دهیم . یک بخش از این آماده سازی ، باز کردن تمامی تجهیزات ابزار دقیق و ولوهای حساس به آلودگی در مسیر است.
بخش دیگر ، تمیز کاری اولیه سیستم است که بیشتر شامل لوله میشود. ممکن است داخل لوله مواد خارجی مانند لاستیک، پارچه ، گرد و غبار باشد که می توان با استفاده از هواي فشرده آنها را خارج نمود. پس از آن باید تا جایی که امکان دارد ، ذرات آلوده کننده را از لوله ها پاک کنیم که متحمل هزینه و کار کمتری هنگام فلاشینگ شویم.
به این منظور ، اگر جنس لوله های سیستم از استنلس استیل باشد (که اغلب در سیستمهای هیدرولیک چنین است) میتوانیم به هوای فشرده برای خارج سازی آلودگی بسنده کنیم و یکبار جهت اطمینان با مقداری روغن لوله را فلاش کنیم و روغن را دور بریزیم و سپس فلاشینگ اصلی را شروع کنیم.
ولی اگر جنس لوله ها کربن استیل باشد ، ممکن است لوله ها حاوی آلودگی بسیاری شامل چربی و زنگار و براده آهن باشند که کار کمی سخت تر میشود.
برای تمیزکاری و آماده سازی لوله کربن استیل جهت فلاشینگ ، باید لوله ها را شستشوی شیمیایی کنیم. در مطالب پیشین مراحل کامل شستشوی شیمیایی لوله کربن استیل (به طور کلی و برای مقاصد مختلف) توضیح داده شده که میتوانید به آن مراجعه کنید. در اینجا توضیح مختصری خدمت شما ارائه میکنیم:
شستشوی شیمیایی شامل 4 مرحله میباشد: 1 ) چربی زدایی : در این مرحله لوله را با حلال چربی زدا با دماي 70 درجه شستشو میدهند که چربی زدا معمولا ترکیبی از قلیاهای قوی و ضعیف انتخاب می شود مانند سود سوز آور (NAOH) به همراه کربنات کلسیم ، بیکربنات کلسیم و مانند آن.
2) اسید شویی : پس از چربی زدایی یکبار فلاشینگ آب داریم و پس از آن لوله را با محلول 10 تا 15 درصد اسید شستشو می دهند تا زنگار از سطح آن کنده شود. محلول اسید شامل HCL (برای زنگار زیاد) و یا اسید سیتریک (برای لوله های نسبتا تمیز) است.
3) خنثی سازی : در مرحله سوم باید اسید خنثی سازی شود که معمولا برای اینکار از محلول آبی آمونیاک استفاده میشود.
4) و اما مرحله چهارم که پسیویشن (Passivation) نام دارد. اگر این مرحله به درستی انجام نشود تمامی زحمات ما برای شستشوی شیمیایی بیهوده بوده است.
هدف از این مرحله ایجاد فیلمی نازک بر روی سطح آهن است که باعث میشود نسبت به خوردگی مقاوم (یا اصطلاحا PASSIVE ) شود. محلول مورد نیاز هم معمولا نیتریت سدیم می باشد.
نکته بسیار مهم اینست که جدأ باید از اسید شویی منیفولد و تجهیزات هیدرولیکی اجتناب کرد.
همچنین پس از انجام عملیات باید محلولهای شستشو کاملا تا قطره آخر از لوله خارج و با هوای فشرده Blow-out و خشک کردن انجام شود و تا زمان شروع فلاشینگ روغن ، لوله ها بسته و اصطلاحاُ CAP شود. (به جهت اظمینان، باید یکبار با مقداری روغن مخصوص فلاشینگ، لوله ها فلاش شوند و این روغن دور ریخته شود)
آماده سازی یونیت فلاشینگ روغن :
یونیت فلاشینگی که در کارگاه های مختلف استفاده میشود عمدتأ توسط شرکتهایی که متخصص انجام فلاشینگ هستند بصورت آماده کرایه میشود چرا که از نظر اقتصادی ساخت یک یونیت مجهز برای پروژه فلاشینگ مقرون به صرفه نیست. مگر در مواردی خاص، به عنوان مثال کارخانجات فولاد را میتوان نام برد . در صنعت فولاد واحدهای هیدرولیکی که وجود دارند باید دوره ای فلاشینگ شوند لذا در فولاد معمولأ یک یونیت فلاشینگ در انبار میتوان پیدا کرد.
در اینجا به بررسی این موضوع می پردازیم که یونیت فلاشینگ چیست و برای کار مورد نظر ما چه خصوصیاتی باید داشته باشد:
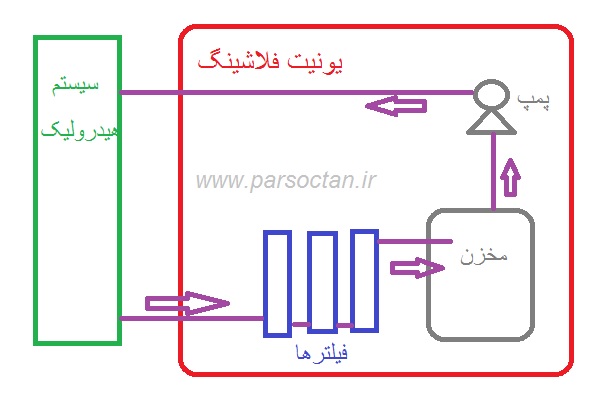
یونیت فلاشینگ به یک یونیت پرتابل و مجهز اطلاق می گردد که شامل پمپها ، مخزن برای جمع آوری روغن و کارتریج فیلتر است. شکل شماتیک و واقعی یک یونیت فلاشینگ را میتوانید در تصاویر زیر مشاهده نمایید:
تصویر شماتیک یونیت فلاشینگ
یک یونیت کوچک برای فلاشینگ روغن
تصویر یک یونیت فلاشینگ بزرگ و کاملا مجهز
پمپ یونیت باید از یک موتور قوی با دبی مورد نیاز (بستگی به سیستمی که میخواهیم فلاشینگ کنیم) بهره مند باشد که بتواند عدد رینولدز 4000 که برای عملیات نیاز داریم را تامین کند.
مخزن فلاشینگ محل جمع آوری روغن و تغذیه پمپ به درون خطوط سیستم است. از خصوصیات مهم این مخزن اینست که باید ترجیحأ گالوانیزه باشد ، مجهز به هیتر های قابل کنترل باشد (برای افزایش دمای روغن تا 70 درجه) و شیر نمونه گیری بر روی آن نصب شده باشد.
کارتریج فیلترهای یونیت باید در سایز مناسب فیلترهایی که میخواهیم استفاده کنیم باشد و عاری از هرگونه آلودگی و قابل آب بند کردن باشد.
لوپ بندی و اتصالات :
لوپ بندی به عملیاتی اطلاق میگردد که طی آن سیستم و یونیت فلاشینگ در یک مدار سری بسته قرار می گیرند و آماده استارت چرخش روغن می شوند.
لوپ بندی کار بسیار دقیق و حساسی است که باید حتمن با حضور ناظر و اپراتور و فیترهای باتجریه در فلاشینگ انجام گردد. هرگونه کوتاهی و بی دقتی ممکن است خطرات جانی برای پرسنل و هزینه های گزافی برای شرکت ایجاد کند.
برای لوپ بندی باید ابتدا ولوها و تجهیزات ابزاردقیق درآورده شود، به جای آنها کانکشن های موقت (Temporary) نصب گردد ،کلیه عملگرها شامل سیلندرها و هیدروموتورها از مدار خارج گردند. کلیه اتصالات لوله کشی از محل والو استندها و مانیفولدهاي هیدرولیک و همچنین پمپ هاي هیدرولیک باز شوند.
سپس لوله ها طبق نقشه های پلن و آیزومتریک انتخاب شوند ، و انتهای هر لوله به ابتدای لوله بعدی متصل گردد.
مدار باید به شکلی بسته شود که از گردش روغن در همه مدار و عدم ایجاد هوا در مدار اطمینان حاصل شود. در صورت نیاز ، مناطق خاصی شامل ونت (Vent) باشد.
لوپ بندی باید به شکلی باشد که سرعت و دمای در تمامی نقاط و همه لوله ها یکسان باشد. در صورت نیاز از منیفولدهای موقت استفاده کنید.
شروع عملیات چرخش روغن :
برای شروع عملیات ، روغن را داخل تانک یونیت ریخته و پمپ را استارت میکنیم مراحل و نکات زیر جهت فلاشینگ توصیه می شوند:
1. سیال فلاشینگ باید با سیالی که در سیستم هیدرولیک استفاده می شود سازگار باشد.(به این منظور باید به اسپک های سیستم مراجعه و از نوع روغن هیدرولیک سیستم اطمینان حاصل نمود. به عنوان مثال در سیستمی که سیال آن پایه آب-گلیکول است به هیچ عنوان نباید از روغن استری برای فلاشینگ استفاده کرد.)
2. مسیر برگشت به تانک را باید از فیلترهایی با ظرفیت مناسب عبور داد.
3. سرعت سیال در فرآیند فلاشینگ باید به گونه اي باشد که جریان در کلیه مسیرها مغشوش باشد. (عدد رینولد بزرگتر یا مساوی 4000)
4. حین فلاشینگ، ویسکوزیته سیال در حین کار حدود 10 الی 15 سانتی استوك در دماي 40 درجه سانتیگراد باشد.
5. سرد ترین نقطه در فلاشینگ باید حداقل 50 درجه سانتی گراد دما داشته باشد لذا حداقل دماي سیال فلاشینگ باید 60 درجه سانتی گراد باشد. در برخی موارد می توان براي رسیدن به این دما از عایق کردن لوله ها نیز استفاده کرد.
6. شیرهاي پروانه اي، توپی ،سوزنی و … قطعات مهمی هستند که باید بصورت گرم کامل فلاشینگ گردند.
7. مخزن روغن سیستم، محفظه فیلترها (بادي فیلتر) و سیلندرها باید بطور جداگانه فلاشینگ گردند. بادي فیلتر را می توان بصورت دستی و یا با خارج کردن المان فیلتر در مدار چرخشی فلاشینگ قرار داد تا تمیز گردد. سیلندر هاي هیدرولیک باید با حرکت دادن کل کورس آنها و تکرار آن تمیز شوند.
8. ترجیحا اگر بتوان جریان را متناوبا کم و زیاد کرد جریان ضربه اي می تواند بهتر رسوبات و آلودگی هاي مسیر را جدا کرده و تمیز نماید. (ایجاد اغتشاش در سیال)
9 . سیال را باید قبل از شروع عملیات فلاشینگ گرم کرده تا به دماي مناسب حدود 30 درجه سانتی گراد برسد. این عملیات را باید به کمک هیتر درون مخزن استاندارد انجام داد. (هنگام کار دما در اثر اصطکاک بالا میرود و به دمای مطلوب 60 تا 70 درجه میرسیم)
10. هر نیم ساعت دمای قسمتهای مختلف مدار را چک کنید و مطمئن شوید جایی با دمای کمتر از بقیه سیستم وجود نداشته باشد.
11. بصورت مداوم باید گیج فشار روی کارتریج فیلترها را بررسی کرد . با کثیف شدن فیلتر فشار بالا میرود و موقع تعویض فیلتر است . (هنگام چرخش روغن به هیچ وجه کارتریج را باز نکنید)
12. حداقل زمان فلاشینگ بسته به دبی و حجم مخزن فلاشینگ می باشد که حدودا جهت بررسی اولیه 4 ساعت می باشد.
13. فیلترها از سمت سیستم به سمت تانک ، باید از مش درشت به مش ریز به ترتیب قرار گیرند. توصیه ما تعبیه 3 فیلتر 25 میکرون و 10 میکرون و 3 میکرون است. برای سیستم های حساس نیز 2 میکرون هم اضافه گردد. (برای کاهش هزینه ها میتوانید حدود دو ساعت اول را با فیلتر 40 یا 50 میکرون به تنهایی ، فلاش کنید تا ذرات بزرگ کاملن گرفته شود.)
14. پس از 4 ساعت از سیستم نمونه گیري نموده و میزان تمیزي سیال بررسی شده و شرایط سیستم بررسی گردد.
15. هر 4 ساعت یک مرتبه از سیستم نمونه گیري کرده و شرایط سیستم بررسی گردد. زمان پایان دادن به فلاشینگ ، تنها مستلزم تطابق تمیزی نمونه ( که آنالیز شده) با سطح تمیزی مورد نیاز است. باز تاکید میکنیم : زمان قطعی برای پایان دادن به عملیات فلاشینگ وجود ندارد.
16.هنگامیکه نتایج آزمایشگاه مطلوب بود عملیات را متوقف و کلیه سیال فلاشینگ از سیستم خارج گردد.
17. کلیه قطعات ، شیلنگ ها و اتصالات اضافی که براي مدار چرخشی نصب شده بود باز شده و لوله ها به تجهیزات مربوطه مجددا متصل گردند. (باید توسط تیم متخصص و با وسواس زیاد انجام شود که دوباره آلودگی وارد سیستم نشود)
18. روغن جدید در سیستم اصلی شارژ شده و فلاشینگ را با سیستم اصلی شروع می کنیم.
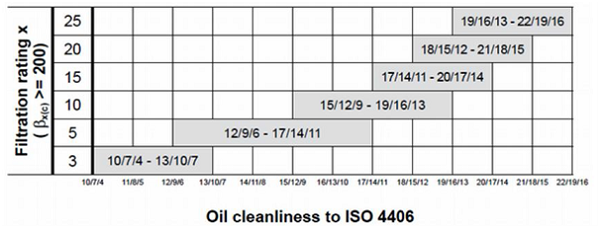
19. مش فیلتر مناسب براي سطوح تمیزي مطلوب مطابق جدول پیشنهاد زیر می باشد.
مش فیلتر مناسب برای فیلتراسیون روغن هیدرولیک
تست و آنالیز آزمایشگاهی و استاندارد هاي آلودگی روغن هیدرولیک
پس از انجام فلاشینگ در حداقل زمان درنظر گرفته شده ، باید از روغن نمونه برداری شود و برای تست به آزمایشگاه یا افراد متخصص برای آنالیز سپرده شود.
اصول آنالیز بدین شکل است که اندازه و تعداد ذرات آلوده کننده با استانداردهای موجود مقایسه گردد.
ریز ترین سایز ذرات قابل رویت توسط چشم غیر مسلح حدود 40 میکرون است. این در حالی است که بسیاری از ذرات آسیب رسان به سیستم هیدرولیک، معمولا دارای سایز کوچکتر از 40 میکرون هستند. لذا برای آنالیز باید از دستگاه های آزمایشگاهی و میکروسکوپ (برای بررسی ویژوال) استفاده شود.
برای بیان سطح آلودگی روغن از استاندارد هاي مختلفی استفاده می شود که متداول ترین آنها استاندارد ISO 4406 و NAS 1638 می باشد. استاندارد ایزو به لحاظ دقت استاندارد دقیق تری بوده ولی استاندارد NAS به دلیل سادگی بیشتر متداول است.
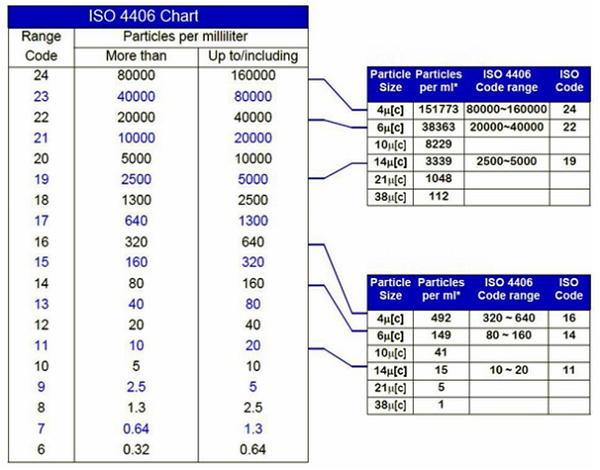
استاندارد ISO 4406
در این استاندارد سطح آلودگی روغن با سه عدد بصورت A/B/C نشان داده میشود .
A بیان گر تعداد ذرات موجود در هر میلی لیتر با سایز بیشتر از 4 میکرون ، B بیان گر تعداد ذرات موجود در هر میلی لیتر با سایز بزرگتر از 6 میکرون ، و عدد سوم C با سایز بزرگتر از 14 میکرون است.
به این معنی که اگر کارفرما از ما میخواهد سیستم هیدرولیکی با تمیزی 16/14/11 به او تحویل دهیم ، نتایج آزمایشگاه پس از فلاشینگ باید مقدار ذرات 4 میکرون را بین 320 تا 640 ، تعداد ذرات بالای 6 میکرون را 80 تا 160 و تعداد ذرات بزرگتر از 14 میکرون را 10 تا 20 عدد اعلام کرده باشد.
این اعداد را از کجا آوردیم؟ ! به تصویر زیر دقت کنید تا متوجه موضوع شوید.
جدول زیر دو مثال از نحوه بیان سطح آلودگی روغن برای کدهای 24/22/19 و 16/14/11 داده است.
مثالی از بیان سطح آلودگی روغن با ISO 4406
استاندارد ایزو در نگاه اول کمی گیج کننده به نظر می رسد. اگر راهنمایی بیشتری نیاز دارید در کامنت ها بیان کنید تا جایی که در توان باشد ، با کمال میل پاسخگو خواهم بود.
استاندارد NAS به مراتب راحت تر و کاربردی تر است:
استاندارد NAS 1638
NAS 1638 یک استاندارد بسیار قدیمی ولی کاربردی است. ناشر این استاندارد انستیتو هوافضای آمریکا National Aerospace Standard و آخرین ویرایش NAS 1638 متعلق به سال 1964 می باشد! که هنوز هم کاربرد فراوانی دارد .(بیشتر بخوانید > دانلود NAS 1638 )
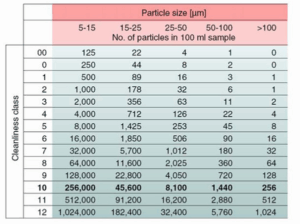
در این استاندارد سطح آلودگی روغن با اعداد 00 تا 12 نشان داده میشود. البته باید توجه داشت که این اعداد بیانگر رده های با تعداد ذرات مشخص در 100 میلی لیتر روغن است.
به منظور آنالیز با این استاندارد ، نمونه گیری در حین عملیات انجام شده و صد میلی لیتر از روغن را از کاغذ صافی عبور می دهند و تعداد ذرات شمارش شده و با سطح آلودگی 00 تا 12 مقایسه میشود و اندازه ذرات ، با تصاویری که در این استاندارد موجود است مقایسه میگرد.
به تصویر زیر دقت کنید تا مثالی واضح بزنیم :
جدول آلودگی روغن استاندارد NAS 1638
اگر کارفرما سیستمی با تمیزی NAS 10 از ما خواست ، نتایج آزمایشگاهی روغن باید اعلام کند که تعداد ذرات بزرگتر از 100 میکرون 256 عدد ، 50-100 میکرون مساوی 1440 عدد ، 25-50 میکرون مساوی 8100 عدد ، 15-25 میکرون مساوی 45600 عدد و 5-15 میکرون مساوی یا کوچکتر از 256000 عدد است.
نتیجه کلی اینست که آلودگی روغن همواره با دو پارامتر اندازه و تعداد ذرات سنجیده میشود.
خطرات فلاشینگ هیدرولیک و نکات ایمنی فلاشینگ روغن :
در فلاشینگ ما با روغن داغ با سرعت بسیار زیاد در یک سیستم سروکار داریم ، لذا عمده خطرات کاملا مشخص است : خطر پاشیدن روغن داغ به پرسنل ، خطر لیز بودن محیط کارگاهی ، و خطر پاشیدن سیال با فشار بالا.
خطر برخورد سیال با سرعت بسیار بالا از مقاطع باریک به انسان که می تواند باعث سوراخ شدن پوست و نفوذ روغن به داخل پوست گردد. لذا با توجه به اینکه سرعت سیال درون خطوط هیدرولیک در زمان فلاشینگ بسیار بالا می باشد و در صورت استفاده از اتصالات و متعلقات نامناسب می تواند خطر ساز شود لذا لازم است در مدار فلاشینگ حتما از لوله ها، شیلنگ ها، اتصالات و ادوات مناسب استفاده کرده و حتما از محکم بودن اتصالات و باز نبودن هیچ یک از آنها اطمینان حاصل نمود.
با توجه به اینکه دما در فلاشینگ بسیار دارای اهمیت می باشد و بالا بردن دما در این سیستم امري ضروري است لذا خطرات پاشش روغن با سرعت بالا و با درجه حرارت بالا می تواند خطر ساز باشد.
اگر مخزن هیدرولیک بصورت کنترل شده گرم نگردد می تواند باعث رسیدن دماي روغن به میزان دماي اشتعال و یا حتی احتراق روغن گردد و باعث آتش سوزي گردد.
همچنین در صورت کنترل نشدن دما و فشار و اتصالات غیر استاندارد، عملیات میتواند به یک فاجعه ایمنی ختم گردد. لذا جدی گرفتن ایمنی در فلاشینگ روغن باید به اپراتورها و بازرسین همواره گوشزد گردد.
ملاحظات ایمنی فلاشینگ :
از آنجایی که دما و سرعت و فشار سیستم باید کنترل شده باشد ، در زمان اجرای فلاشینگ، حضور یک بازرس حرفه ای حتما لازم است . این بازرس باید به سیستم هیدرولیک و فلاشینگ روغن مسلط باشد و كنترل هاي لازم را انجام دهد و موارد غیر عادي را تشخیص دهد.
استفاده از لوازم حفاظت فردي بر سیستمهای هیدرولیک و فلاشینگ لازم و ضروري بوده و در صورت عدم استفاده میتواند منجر به آسیب به فرد و حتی مرگ گردد. لوازم ایمنی ضروری حین فلاشینگ عبارتند از: کلاه ایمنی، دستکش ضد روغن، عینک محافظ ،کفش ایمنی، لباس ایمنی .
در زمان فلاشینگ لازم می شود از وضعیت آلودگی سیستم در فلاشینگ اطلاع کسب کرد که لازم است از سیستم نمونه گیری گردد لذا حتما در زمان نمونه گیری از تجهیزات نمونه گیری مناسب جهت نمونه گیری از خطوط مختلف به خصوص نمونه گیری از خطوط فشار بالا استفاده گردد.
هنگام بازرسی از سیستمهاي هیدرولیک از نور کافی در محیط بهره ببرید و از تست محل هاي نشتی با دست بپرهیزید چرا که میتواند روغن خروجی بصورت سیال نازك به دست شما وارد شده و آسیب برساند و یا به دلیل لغزنده بودن سطح در محل سیستمهای هیدرولیک باعث سر خوردن و سقوط گردد.
حتما از یونیت فلاشینگ استاندارد شرکت هاي معتبر و با مشاوره از کارشناسان خبره آنها استفاده کنید.
قبل از انجام فلاشینگ دستورالعمل مربوط به فلاشینگ را بررسی و مطالعه نموده و مطابق با آن اقدام نمایید.
از سازنده و طراح تجیهزات دستورالعمل فلاشینگ را بخواهید و یا این عملیات را به آنها واگذار نمایید.
منابع :
1. Ito, T. (1984). Hydraulic System Flushing. FRH Journal.
2. Arnold Krielen and Hans H. Faatz, The production and Installation of Pipework, Bosch Rexroth Corporation.
3. Gibbons, Tom. (1998). Improved Flushing Techniques for Turbine Lube Systems. Pall Corporation Presentation.
4. ISO 5910 Hydraulic Fluid Power. Cleaning of Hydraulic Pipe Systems.
5. ISO 5911 Hydraulic Fluid Power. Methods for Coding Levels of Contamination by Solid Particles.
6.ایمنی در فلاشینگ روغن ، بیژن دیبایی نیا و مسعود هراتیان
با نظرات سازنده خود، به بهتر شدن این مقاله کمک نمایید. در صورت نیاز به مشاوره و راهنمایی خصوصی در رابطه با پروژه های فلاشینگ نیز میتوانید از طریق راههای ارتباطی با ما در تماس باشید.
تنش زدایی (PWHT) و یا Post Weld Heat Treatment نوعی از عملیات حرارتی می باشد که منجر به بهبود خواص مکانیکی فلز یا قطعه می گردد.
ابتدا به تعریف عملیات حرارتی می پردازیم: گرم کردن و سرد کردن زمانبندی شده فلزات، سرامیکها و آلیاژها را به منظور بدست آوردن خواص مکانیکی و فیزیکی مطلوب، عملیات حرارتی مینامند.
عملیات حرارتی برای تغییر خواص فیزیکی، شیمیایی، مکانیکی و به ویژه متالورژیکی مواد استفاده میشود.
به عملیات حرارتی که بعد از تولید انجام شود پس گرم می گویند.
هدف از عملیات پس گرم چیست؟ پسگرم و یا بازپخت فرآیندی است، جهت از بین بردن تنش های موجود که در عملیات و فرآیند تولید به وجود آمده است.
اعمال نیرو و یا تغییرات دمایی میتوانند در قطعه تنشی ایجاد کنند که ممکن است بسیار زیان بار باشد.
این تنشها که «تنشهای پسماند» نامیده میشوند، میتوانند سبب تاب برداشتن، ترک برداشتن و یا شکست زودهنگام در حین تولید یا درحین کار شوند.
این تنش ها ممکن است در اثر وجود شیب حرارتی یا درواقع عدم سرد شدن یکنواخت قطعه و یا ماشینکاری و کارسرد بوجود بیایند.
حال که با مقدمات آشنا شدید، به طور مشخص به عملیات حرارتی پس از جوشکاری برروی فلز می پردازیم:
PWHT چیست ؟
PWHT همانطور که از نام آن بر می آید، عملیات گرم کردن یکنواخت فلز پس از جوشکاری (Post Weld) تا دمای مناسب زیر حد بحرانی ، و سپس سرد کردن یکنواخت آن می باشد که به آن عملیات پس گرم جوش نیز گفته میشود.
(با توجه به اینکه این نوع از عملیات حراتی بعد از جوش کاری صورت می گیرد، عملیات حرارتی پس از جوشکاری را به اختصار پسگرم یا تنش زدایی جوش می گویند.)
چرا قطعه جوش شده را تنش زدایی می کنیم؟
قطعات جوش شده چه هنگام جوشکاری مهار شده و چه آزاد بوده باشند در آستانه تنش تسلیم دارای تنشهای باقیمانده هستند . این تنشها منجر اشکالاتی در می شوند.
البته احتمال پدید آمدن این عیوب به ترکیب شیمیایی فولاد ، روش جوشکاری ، طرح جوش و شرایط بهره برداری نیز بستگی دارد .
تنش زدایی چه موقع باید انجام گردد؟
تصمیم تنش زدایی یک جوش بر اساس مقررات استاندارد که توسط انجمن مهندسان آمریکا تنظیم می شود (ASME)، اخذ می گردد .
مقررات این استاندارد شرایط مواد ، ترکیب شیمیایی ، ضخامت و موارد لزوم تنش زدایی بعد از جوشکاری را تعریف می کند.
همچنین تصمیم آزاد سازی تنشها در جوش عموما بر اساس تجربه بوده و از اطلاعات بدست آمده از آزمایشات چقرمگی ، تیزی و مقدار شیار و میزان تنشهای باقیمانده حاصل می گردد.
برای قطعاتی که قبل از جوشکاری پیش گرم شده اند، غالبأ عملیات تنش زدایی نیز انجام می گردد.
دمای تنش زدایی برای فولادهای معمولی و کم آلیاژ که جوشکاری می شوند در محدوده 900 – 1250 f می باشد که پایین تر از حد بحرانی است.
مدت زمان تنش زدایی فولاد معمولا برای هر اینچ ضخامت یک ساعت است.
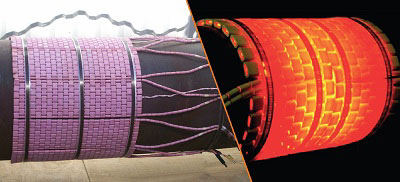
قطعات پیچیده یا فولادهایی که میل زیادی به ترک خوردن دارند باید بلافاصله پس از جوشکاری و قبل از سرد شدن تا دمای پیش گرمایش ، در کوره های تنش زدایی قرار بگیرند. (فرآیند PWHT به دو صورت در کوره و یا به صورت لوکال بر روی قطعه انجام میشود)
کوره تنش زدایی PWHT
انجام PWHT به صورت لوکال
تاثیر عملیات تنش زدایی جوشکاری (PWHT)، بر فولاد :
عملیات تنش زدایی فقط بخاطر از بین بردن تنش ها بکار می روند و تغییرات ساختاری فولاد از آن انتظار نمی رود ولی با این حال تأثیرات عمومی عملیات حرارتی تنش زدایی بصورت های زیر می باشند :
1 – بازیابی Recovery
2 – توقف Relaxation
3 – تمپره کردن Tempering ( نرم کردن و از بین بردن نواحی سخت )
4 – پایداری ابعادی
5 – مقاومت در برابر خوردگی و کاهش خرابی
1) بازیابی چیست – اثر تنش زدایی بر Recovery :
اولین تأثیری که باید هنگام افزایش دما در عملیات حرارتی تنش زدایی حاصل شود بازیافت است .
در تنش زدایی دما بطور یکنواخت افزایش داده می شود تا کلیه قسمتهای قطعه در تمام مدت تا حد امکان هم دما باشند تا از ایجاد تنشهای حرارتی جلوگیری گردد .
در واقع هنگام افزایش دمای یک ماده ، تنشهای داخلی آن کاهش پیدا می کند.
بازیافت همچنین باعث تغییراتی در خواص مغناطیسی و الکتریکی می شود و به نظر می رسد با افزایش دمای فولاد ، حرکات ویژه ای بین اتمها و الکترونهای آن ایجاد میشود که باعث کم شدن تنشهای داخلی می گردد.
2) توقف ( Relaxation ) چیست؟
با افزایش دمای جوش تا 1200F یا بالاتر توقف اتفاق می افتد و در آن تنشها به آرامی و به طور کامل آزاد می شوند .
توقف هنگامی ایجاد می شود که تنش زدایی در دمای بالا و بمدت کافی انجام بگیرد .
مقاومت تسلیم فولاد در دمای 1200F نسبت به مقدار آن در دمای محیط خیلی کم است و این به
آن معنی است که اتمها دیگر قادر به تحمل تنش نبوده و اجبارا به همدیگر نزدیک می شوند و با فاصله های مساوی همانند کریستالی که از تنش آزاد باشد آرایش می گیرند .
در این حالت مقاومت تسلیم فولاد از تنشی که به آن وارد میگردد کمتر است و تا زمانیکه مقدار تنش ( فشاری یا کششی ) با مقاومت تسلیم فلز در دمای 1200F برابر نشده باشد بطور پلاستیک کرنش خواهد کرد.
عملیات حرارتی تنش زدایی اتمها را قادر می سازد تا به حالت با فاصله های مساوی برگشته و تنشها را آزاد کند.
سازه های فولادی ویژه ای که در دماهای زیاد ، مقاومت فوق العاده ای در برابر خزش دارند ، کندتر از فولاد معمولی به نقطه توقف می رسند.
فولادهای مقاوم در برابر خزش ، مثلا فولاد با ترکیب 2% کربن ، 5% مولیبدن ، برای یک تنش زدایی یا درجه خاص ، نسبت به فولادهای غیر آلیاژی به دمای بیشتر و زمان طولانی احتیاج دارد.
فولادهای با آلیاژ بیشتر با افزایش دما استحکام بالایی دارند . فولاد ضد زنگ آستنیتی 316 حتی در دمای بالای 1200F مقاومت تسلیم خوبی دارد.
لایه دوم جوش تنش های باقیمانده لایه اول را آزاد می کند ولی تنش های جدیدی بوجود می آورد.
بنابراین تنش های باقیمانده جوشهای چند لایه ای کمتراز جوش های تک لایه ای نبوده و به همان اندازه احتیاج به تنش زدایی دارد .
بعلاوه با ضخیم شدن جوش، تنش های باقیمانده پیچیده تر می شود .
قسمتهای ضخیم تر نسبت به قسمت های نازکتر برای از بین بردن تنشها به زمان طولانی تری نیاز دارند چون سطح قطعه اولین جایی است که به دمای کوره می رسد و مدت زیادی سپری می شود تا وسط قطعه های ضخیم به دمای کوره برسد.
3) تمپره کردن چیست ؟
نواحی گرما دیده مجاور جوشهایی که بدون پیشگرمی یا پسگرمی ناقص و ناکافی بوجود آمده اند در فولادهای با کربن متوسط و بسیاری از فولادهای با استحکام زیاد آنچنان سریع سرد می شوند که به سخت کردن یا کوئینچ شباهت دارند .
افزایش دمای فولاد کوئینچ شده را تا هر دمایی زیر محدوده بحرانی تمپره کردن می گویند .
برای تمپره کردن، فولاد تا دمائي پايين تر از (F° 1335) گرم شده و به مدت معيني در آن دما نگه داشته مي شود و بالاخره تا دماي محيط سرد مي گردد.
4) اثر تنش زدایی بر پایداری ابعادی:
پایداری ابعاد در یک جوش مستقیما از تنشهایی که در قطعه محبوس مانده باشد متأثر می شود.
تنش زدایی جوش قبل از ماشینکاری باعث می شود که قطعه از نظر شکل پایدار بماند و ابعاد آن هنگام ماشینکاری تغییر نکند.
5) مقاومت در برابر خوردگی پس از تنش زدایی
بسیاری از فلزات و آلیاژها در معرض ترک خوردگی تنشی قرار دارند . فولاد از این امر مستثنی نمی باشد .
تغییر ماهیت محیط خورنده یا کاهش تنش می تواند احتمال ترکخوردگی تنشی را از بین ببرد .
چرخه دمایی در عملیات حرارتی پس از جوشکاری (PWHT) :
فرآیند عملیات حرارتی پس گرم ( حرارت دادن و خنک کردن ) اغلب به صورت اتوماتیک و با استفاده از تجهیزات اندازه گیری ابزاردقیق دما مانند ترموکوپل انجام می شود.
انجام صحیح عملیات تنش زدایی پس گرم وابسته به 4 پارامتر کلیدی زیر است :
نرخ گرمایش
دمای نگه داشت
زمان نگه داشت
نرخ سرمایش
نرخ گرمایش عملیات حرارتی:
معمولا عملیات حرارتی در محدوده دمای بحرانی ناگوار هستند و به همین علت تنش زدایی در بیشتر موارد زیر حد بحرانی انجام می گیرد.
قطعه جوشکاری شده باید با میزان مشخصی از حرارت گرمادهی شوند، زیرا اگر میزان گرما مورد توجه قرار نگیرد، قطعه مورد نظر به دلیل توزیع حرارتی نامناسب در معرض تشدید تنش قرار می گیرد و باعث تنش و ترک خوردگی احتمالی میگردد.
دمای نگه داشت:
بازه دمایی مشخصی برای نگهداری فلز جوشکاری شده در آن، وجود دارد، تا از سطح تنش ها بطور موثری کاسته شود.
دمای نگه داشت با توجه به جنس اجزای اتصال / سازه به طور معمول بین 600 تا 760 درجه سانتی گراد تعیین می شود.
زمان نگه داشت:
عبارتست از بازه زمانی مشخص شده ، که قطعه جوشکاری شده باید در دمای مورد نظر نگهداری گردد. که موجب می شود تا گرما به صورت یکسان در سراسر ضخامت توزیع گردد.
زمان مناسب نگه داشت برای کاهش سطح تنش پسماند الزامی است و با توجه به ضخامت اتصالات تعیین می گردد. برخی از مراجع زمان یک ساعت به ازای 20 تا 25 میلی متر ضخامت را توصیه می نمایند.
نرخ سرمایش فلز برای تنش زدایی:
نرخ سرمایش نیز باید مورد توجه قرار گیرد تا از ایجاد تنش و ترک خوردگی حاصل از آن به دلیل توزیع نامناسب حرارت پرهیز گردد.
با اتمام زمان نگه داشت، قطعه در کوره ای با نرخ سرمایش مشخص و کنترل شده خنک می شود.
نتیجه گیری:
در این مقاله فقط سعی بر این بود که با مفاهیم و کلیات فرآیند PWHT آشنا شوید. باید در نظر داشته که نوع فولاد و کاربردهای آن از مهمترین مسائل قابل توجه برای اجرای عملیات حرارتی پس گرم PWHT هستند.
استثناهایی در زمینه کاربرد و نوع مواد وجود دارد که عملیات حرارتی پس از جوشکاری می تواند موجب ایجاد اثرات مخرب در آنها شود.
لذا برای اجرای صحیح این عملیات باید به صورت موردی به استانداردهای مرجع مراجعه نمود.
استانداردهای تنش زدایی، عملیات حرارتی و PWHT در صنعت با تمرکز بر نفت و گاز :
در قسمت استانداردهای عملیات حرارتی PWHT نیز سعی شده است مجموعه ای از مهمترین استانداردهای این مبحث، در صنایع و نفت و گاز برای شما عزیزان آماده گردد که میتوانید آنها را نیز دانلود نمایید.
استنلس استیل یا فولاد زنگ نزن ، نوعی آلیاژ آهن محسوب می شود که بيشتر برای مقاومت در برابر خوردگی ، دمای بالا و فشار بالا توسعه يافته اند.
از ويژگي هاي ممتاز اين آلياژها ، شکل پذيري عالي، چقرمگي زياد در دماي اتاق و دماي پايين و مقاومت خوب در برابر پوسته شدن، اکسايش و خزش در دماي بالا ميباشد که خواص خود را نيز تا دماهاي بالا حفظ ميکنند.
اولین فولاد ضد زنگ به صورت آلیاژ، مارتنزیتی Fe-Cr-C توسط دانشمند انگلیسی به نام هری بررلی (Harry Brearley) در 1912 تهیه گردید.
اولین ریختهگری تجارتی فولاد ضد زنگ در سال 1913 در شفیلد انگلستان به تولید رسید و حق ثبت آمریکایی جهت این اختراع در سال 1916 به آقای هری بررلی اهدا گردید.
ترکیب شیمیایی آلیاژ استنلس :
کروم عنصر کلیدی در تولید استنلس است. استنلس استیل با افزایش 10.5 درصد کروم به فولاد معمولی بوجود می آید بنابراین هر استنلس استیلی که کمتر از 10.5 درصد کروم داشته باشد نباید آنرا استنلس استیل دانست .
عنصر کروم موجب ميگردد فولاد خاصيت ضد زنگ داشته باشد .اين بهبود مقاومت در برابر خوردگي به خاطر تشکيل لايه محافظ اکسيد کروم روي سطح فولاد ميباشد.
کروم در مجاورت اکسیژن موجود در هوا به اکسید کروم Cr2O3 تبدیل می شود ضخامت این پوشش 130 آنگستروم Angstroms می باشد .
هنگامی که فولاد ضد زنگ بریده یا خراش داده میشود، کروم موجود در سطح سریعاً اکسید میشود و فیلم اکسید ناحیه صدمه دیده را ترمیم میکند. که به این خاصیت خود ترمیمی ( Self healing) می گویند.
این پوشش اگر چه مانند سرامیک سخت است ولی آسیب پذیر می باشد وبه مجرد خراش چنانچه اکسیژن کافی درمحیط موجود نباشد امکان تشکیل لایه مجدد را پیدا نکرده و به تدریج دچار زنگ زدگی می گردد .
به خاطر همین مطلب است که وقتی یک واشر استنلس استیل را همراه با یک واشر لاستیکی به شدت محکم می کنیم به مرور زمان در اثر کمبود اکسیژن دچار زنگ زدگی می شود .
ترکیبات دیگر خواص دیگری را در استنلس استیل افزایش می دهند. از آن جمله ميتوان به مولييدن و نيکل اشاره نمود.
عنصر نیکل دومین رکن اساسی استنلس است که خواص قابلیت فرم دهی ، شفاف بودن ومقاومت در دمای بالا، انعطاف پذيری و شکل پذیری را به استنلس استیل می بخشد.
تاثیر مولیبدن در فولاد و استنلس استیل : مولیبدن خالص به رنگ سفید نقره ای بوده و نسبتا نرم بوده و جزو فلزات با بالاترین نقطه ذوب است.
بیش از دو سوم مولیبدن در تولید آلیاژها علی الخصوص آلیاژهای کروم نیکل 316 استنلس استیل استفاده می شوند.
حداقل 3 % مولیبدن باعث می شود که فریت در تمام دماها پایدار باشد. سختی پذیری را افزایش می دهد.
در حدود 0.5-1.5 % مولیبدن به فولادهای آلیاژی اضافه می شود تا استحکام و مقاومت به خزشی آنها در دماهای بالا حفظ شود.
فولادهای زنگ نزن از 0.5 تا 4.0 % مولیبدن دارند. فولادهای زنگ نزن آستنیتی برای مقاومت خوردگی بیشتر در محیط های خورنده حاوی مولیبدن مناسب هستند.
در عملیات حرارتی فولادها ،Mo تشکیل دانه های ریز را تسریع کرده و بر قابلیت جوشکاری تاثیر مطلوبی دارد. افزایش استحکام را در پی داشته و بنابراین قابلیت چکش کاری کم می شود.
مولیبدن به عنوان عنصر آلیاژی در فولادهای میکروآلیاژی کربنی، کم کربن با استحکام بالا در محدوده 0.05-0.25 بکار رفته و چقرمگی و استحکام را بالا می برد.
معمولا همراه با افزودن مولیبدن از منگنز بالا و کمی نیکل نیز استفاده می کنند.
انواع فولاد ضدزنگ (Stainless Steel) :
از آنجایی که ریز ساختارهای فولاد ، خواص آن را تعیین می کند، فولاد ضد زنگ به طور سنتی بر اساس ساختارهایشان تقسیم بندی شده اند.
این موضوع ، طبقه بندی کلی ای از ترکیب (شیمیایی) و خواص (مکانیکی) را ارائه می دهد که بیشتر بر پایه خواص مغناطیس استنلس است:
همچنین ازلحاظ طبقه بندی استانداردها ، فولاد ضد زنگ به گرید (Grade) های مختلفی طبقه بندی می شود که در اینجا فقط تیتر وار بررسی و در مطالب بعدی جزییات هر گرید استنلس بررسی می شود مهمترین گرید ها به شرح زیر است:
استنلس : گرید 304 – گرید 304L – گرید 310 – گرید 309 – گرید 309S – گرید 316 و 301L و 316Ti – گرید 430 و …
استنلس آستنیتی Austenitic 300
فولاد ضد زنگ آستنیتی بیشترین استفاده را در بین انواع دیگر فولادهای زنگ نزن داشته و تقریبا 80% بازارجهان را به خود اختصاص داده است. درساختار آن حداقل 7% عنصر نیکل قرار دارد
این فولادها در استاندارد سری AISI 300 و AISI 200 بوده و شامل نیکل با مقدار کم و یا خیلی کم کربن هستند.
این مواد دارای مقاومت عالی در برابر خوردگی و مقاومت به اکسیداسیون با درجه حرارت بالا است.
مقاومت و سختی می تواند با کار سرد افزایش یابد.
آنها خواص برودتی عالی دارند. به لحاظ مغناطیسی آنها غیر مغناطیسی (نگیر) هستند. در فولاد های سری 200 ، نیکل تا حدی با منگنز جایگزین شده است.
این دسته، خواص مشابه ای با سری 300 دارند، اما با استحکام و مقاومت در برابر خوردگی بالاتر.
بجز مقاومت دربرابر محیطهای خورنده خاص، فولادهای زنگنزن آستنیتی دارای خواص متالورژیکی زیر نیز میباشند:
الف- تبدیل آستنیت به مارتنزیت دراثر کارسرد درانواع 301 ، 302 و304
ب- کاهش کربن و عنصرآلیاژی کرم برای حذف امکان تشکیل کاربید کرم و جلوگیری از خوردگی بین دانه يی درانواع 304L،316L،321،347
ج- آلیاژکردن با مولیبدن برای افزایش مقاومت دربرابر خوردگی حفره ای درانواع 316
د- استفاده از درصدهای بالای عناصرآلیاژی کرم و نیکل برای افزایش استحکام دردمای بالا (فولادهای نسوز) و مقاومت دربرابر پوسته شدن درانواع 309 و 310
این دسته ازفولادهای ضدزنگ خاصیت مغناطیسی و خواص فیزیکی و مکانیکی مناسبی دارند.عنصرآلیاژی عمده دراین گروه کرم در حد کافی جهت پایدار کردن کامل فاز فریت می باشد.
به منظور جلوگیری ازتشکیل فازهایی که در رابطه با انعطاف پذیری و چقرمگی مخرب اند، سریع سردکردن این نوع فولادها که حاوی درصد زیادتری ازعناصر آلیاژی هستند الزامی است .
فولادهای ضدزنگ فریتی خواصی مشابه به فولاد ساده کربن استیل داشته با این تفاوت که مقاومت آنها دربرابر خوردگی به مراتب بهتراست.
دو مشخصه برتر اینگونه استنلس استیل ها نسبت به استنلس های نگیر انبساط حرارتی و هدایت حرارتی آنها می باشد.
در استنلس استیل های 436 و 444 به علت داشتن مولیبدن مقاومت در برابر خوردگی در سطح بالاتری از 304 قرار دارد هرچند استنلس نگیر 304 مقاومتش بیشتر از استنلسهای بگیر سری 441، 439، 430 می باشد .
عموما این فولادها حاوی مقادیر بین 12 تا 17 درصد کرم درساختار خود می باشند که فولادهای با مقادیر حدودا 12 درصد کرم بیشتر برای کاربرد در استراکچرها و فولادهای بامقادیر حدودا 17 درصد کرم بیشتر در بویلرها – ماشین های لباسشویی – دکوراسیون داخلی و لوازم خانگی بکارمی روند.
به طور اختصار دسته بندی استنلسهای مغناطیسی (بگیر) به صورت زیر خواهد بود :
گروه اول : کروم 14 – 10 درصد( 409-410-420) .
گروه دوم : کروم 18- 14 درصد (430) .
گروه سوم : کروم 18- 14 درصد و فلزات تثبیت کننده مانند نیوبیوم و تیتانیوم مانند انواع 430TI، 439، 441 .
گروه چهارم : حاوی 5 درصد مولیبدن اضافه مانند انواع 434، 436 و444 .
گروه 5 : حاوی 30- 18 درصد کروم که در گروه های دیگر نباشد مانند انواع 445،446،447 .
استنلس داپلکس Austenitic-Ferritic Duplex
این دسته ازفولادهای ضدزنگ هردو ساختارمتالورژیکی مربوط به فاز های فریت و آستنیت را همزمان در خود داشته از اینرو آنها را فولادهای ضدزنگ duplex نیز نامگذاری کرده اند.
استنلس استیل های دوپلکس به طور کلی از نطر مقاومت مکانیکی در سطح بالاتری نسبت به انواع معمول استنلس های بگیر(مغناطیسی) ونگیر(غیرمغناطیسی)قرار دارند.
استنلس های نوع 1.4462 یا AISI 318LN با ترکیب شیمیایی ۰٫۰۲٪کربن – ۲۲٪کروم – ۵٫۵٪نیکل – ۳٪مولیبدن، پرمصرف ترین آنها می باشد.
این فولادها حاوی مقادیری ازعنصر نیکل به منظور پایدارکننده فاز آستنیت و حصول خواص انعطاف پذیری همچنین مقادیری از عنصر کروم به منظور پایدارکننده فاز فریت و حصول خواص استحکام و چقرمگی مناسب درفولادمی باشند.
ساختمان میکروسکوپی استنلسهای دوپلکس موجب افزایش توانایی (قدرت) و مقاومت آن در برابر ترک خوردگی های ناشی از تنشهای خوردگی می گردد.
استنلسهای دوپلکس درای خصوصیت جوش پذیری خوبی نیز می باشند.
انواع استنلس دوپلکس
طبق استاندارد EN :
EN 1.4162 – EN1.4362 – EN1.4462 – EN1.4501 – EN1.4410
برای بسیاری ازکاربردها که مستلزم نه تنها مقاومت دربرابر خوردگی است بلکه نیاز به استحکام بالا،سختی بالا،مقاومت به سایش و حفظ لبه های تیز و زوایا درقطعه است ، ازفولادهای مارتنزیتی استفاده می کنند.
این فولادها را می توان ابتدا آهنگری نمود و سپس با آستنیته و سریع سردکردن (تشکیل مارتنزیت) و بازپخت دادن عملیات حرارتی کرد.
فولاد ضدزنگ مارتنزیتی خاصیت مغناطیسی داشته و قابلیت حصول محدوده متغیر ازسختی رادارد. برای ساخت تیغه توربین های بخار ازاین نوع فولاد استفاده می گردد.
خوردگی و زنگ زدن در استنلس استیل
باید توجه داشت که فولادهای ضد زنگ فقط در شرایطی خاص نظیر محیط های غیرآلوده و آب شیرین یا آب دریا (به صورت جاری) بدون زنگ باقی میمانند.
در هوای مرطوب دریایی یا در داخل آب راکد فولاد ضد زنگ نوع 304 زنگ میزند، و اغلب به صورت موضعی دچار خوردگی حفرهای میگردد.
استنلش استیل در مقابل آب دریا که مقدار زیادی نمک دارد و همچنین آب های که دارای کلر زیاد هستند ، دچار آسیب می گردد زیرا کلر در سطح خارجی اثر گذار بوده و در صورتی که خراش بر روی سطح استنلس استیل باشد امکان ترمیم آن را پیدا نمی کند .
آنچه در مورد استنلس استیل و مشتقات آن باید مورد توجه قرار داد اینست که استنلس استیل بایستی مرتب با هوا در تماس باشد و اگر در اثر کار سرد مثل خمکاری ، برش ، فرم دهی و غیره پوشش سطحی آن دچار آسیب شده باشد و در مجاورت اکسیژن نباشد ، دچار زنگ زدگی خواهد شد.
به طور کلی ماهیت محیط و ترکیب شیمیایی فولاد هر دو در تشکیل زنگ و خوردگی حفرهای فولاد ضد زنگ نقش تعیین کنندهای دارند.
انواع خوردگی استنلس :
خوردگی یکنواخت (uniform corrosion)
این نوع خوردگی در هنگامی اتفاق می افتد که کل سطح استیل در مجاورت محیط خورنده قرار گرفته و بصورت یکنواخت در معرض خوردگی قرار می گیرد .
بطور کلی هنگامی که سرعت خوردگی در استیل کمتر از 0/1 میلیمتر در سال باشد ، استیل با مقاومت خوب در برابر خوردگی تلقی می گردد.
استیلهای دوپلکس به علت برخورداری از درصد بالای کروم مقاومت بسیار عالی در برابر خوردگی در بسیاری از محیطها را دارند.
SAF_2304 در بسیاری از مواقع معادل 4404 بوده و انواع دیگر استیلهای دوپلکس با آلیاژهای بالاتر مقاومتهای بیشتری در برابر خوردگی از خود نشان می دهند.
در اسید سولفوریک که یا یونهای کلر همراه گردیده ، دوپلکس 2205 از استنلس نوع 4404 مقاومت خیلی بهتری در برابر خوردگی از خود نشان داده و مقاومت آن معادل استنلس نوع 904 L می باشد
خوردگی حفره ای و موئی (PITTING)
با افزایش کروم ، مولیبدن و نیتروژن در استیل مقاومت آن در برابر خوردگی حفره ای افزایش می یابد.
ترک ناشی از تنش خوردگی :در محیط های کلریدی با درجه حرارت بالا، استنلس استیلهای نگیر در معرض بروز ترک بر اثر تنش خوردگی قرار می گیرند. استنلس استیلهای از نوع دوپلکس به علت تداوم فاز مغناطیسی به میزان بسیار کمتری در مقابل اینگونه خوردگی حساس می باشند.
تنش خوردگی سولفاید منجر به ترک :در شرایط حضور محلول های هیدرو سولفاید و هیدروکلراید، امکان بروز تنش خوردگی منجر به ترک در درجه حرارت های پائین تر بیشتر می گردد. چنین شرایطی در بدنه چاههای نفت و گاز به شدت امکان وقوع پیدا می کند.
انواع استیلهای SAF_2205 و SAF_2507 مقاومت خوبی در اینگونه شرایط از خود نشان می دهند در حالیکه استنلسهای با 13 درصد کروم تمایل بیشتری به تنش خوردگی منجر به ترک دارند.
خستگی خوردگی (CORROSION FATIGUE)
استیلهای دوپلکس به علت قدرت مکانیکی بالا و مقاومت زیاد در برابر خوردگی دارای توانائی بالا در برابر خستگی خوردگی می باشند مقاومت استیل 2205 در آب دریا (مصنوعی) بیشتر از انواع دیگر آن می باشد.
خوردگی استنلس در اثر عملیات حرارتی:
در عملیات حرارتی و یا جوشکاری استنلس ، دمای فولاد ضد زنگ به حدود 850-550 درجه سانتیگراد میرسد. کروم و کربن با یکدیگر وارد واکنش میشود و کاربیدکرومیوم (Chromium Carbide) تولید میگردد که در مرز دانه بندی فولاد رسوب میکند.
به همین دلیل کروم موجود در ناحیه مرزی تخلیه میشود. ناحیه مرزی که کروم آن تخلیه شده نسبت به سایر مناطق سالم سطح فلز که کروم آن مناطق تخلیه نشدهاند در برابر خوردگی مقاومت کمتری دارد. (مطالعه بیشتر: خوردگی بین دانه ای)
جوشکاری استنلس
استنلس استیل در حالت ذوب به علت داشتن کروم بالا دارای قابلیت اکسید شدن بالا می باشد چنانچه در هنگام ذوب این فلز از هوا مصون نگردد کروم موجود در فلز به اکسید تبدیل شده و مقاومت در برابر خورندگی در محل جوش کاهش می یابد.
برای جلوگیری از وقوع این امر از گاز محافظ استفاده می گردد گازهای محافظ می توانند آرگون و یا هلیوم و ترکیبی از آنها باشند.
گاز آرگون معمول ترین گاز حفاظتی در پشت کار می باشد و گاز نیتروژن نمی بایست در استنلس های بگیر (مغناطیسی) مورد استفاده قرار گیرد.
جوش پذیری استیل های دوپلکس خوب بوده و روشهای معمول جوشکاری در استنلس استیل ها در مورد آنها نیز صادق می باشد.
روشهای معمول جوش استنلس استیل
جوش قوسی فلز با حفاظت
جوش قوسی تنگستن با گاز
جوش قوسی فلز با گاز
جوش قوسی با الکترود
جوش قوسی با پلاسما
جوش قوسی زیر پودری
اسید شویی ، خنثی سازی و گند زدایی استنلس
تغییر رنگ جزئی ناشی از جوشکاری باید با روشهای مکانیکی و یا شیمیایی ( به نام اسید شویی) از بین برده شود .
اسید شویی استنلس به وسیله ترکیبی از اسید های فلوئیدریک و نیتریک و یا خمیر های مخصوص می باشد.
عملیات خنثی سازی و گند زدایی جهت بازیافت لایه سطحی و آزاد شدن رسوبات متالیک از طریق غوطه ور کردن قطعه در آب سرد حاوی 20 تا 25 درصد اسید نیتریک بدست می آید.
مقاله آشنایی کلی با مکانیسم های کلی تولید فولاد در صنعت
تولید فولاد : مقدمه:
محصول کوره ذوب آهن ، چدن است که معمولا دارای ناخالصی کربن و مقادیر جزئی ناخالصیهای دیگر است که به نوع سنگ معدن و ناخالصیهای همراه آن و همچنین به چگونگی کار کوره بلند ذوب آهن بستگی دارد.
از آنجایی که مصرف عمده آهن در صنعت بصورت فولاد است، از این رو ، باید به روش مناسب چدن را به فولاد تبدیل کرد که در این عمل ناخالصیهای کربن و دیگر ناخالصیها به مقدار ممکن کاهش یابند.
روشهای تهیه فولاد
روش بسمه:
در این روش ناخالصیهای موجود در چدن مذاب را به کمک سوزاندن در اکسیژن کاهش داده و آن را به فولاد تبدیل میکنند. پوشش جدار داخلی کوره بسمه از سیلیس یا اکسید منیزیم و گنجایش آن در حدود 15 تن است.
نحوه کار کوره به این ترتیب است که جریانی از هوا را به داخل چدن مذاب هدایت میکنند، تا ناخالصیهای کربن و گوگرد به صورت گازهای SO2 و CO2 از محیط خارج شود و ناخالصیهای فسفر و سیلیس موجود در چدن مذاب در واکنش با اکسیژن موجود در هوا به صورت اکسیدهای غیر فرار P4O10) و (SiO2 جذب جدارهای داخلی کوره شوند و به ترکیبات زودگداز Mg3(PO4)2 و MgSiO3 تبدیل و سپس به صورت سرباره خارج شوند.
سرعت عمل این روش زیاد است، به همین دلیل کنترل مقدار اکسیژن مورد نیاز برای حذف دلخواه ناخالصیهای چدن غیرممکن است و در نتیجه فولاد با کیفیت مطلوب و دلخواه را نمیتوان به این روش بدست آورد.
روش کوره باز (یا روش مارتن) : در این روش برای جدا کردن ناخالصیهای موجود در چدن ، از اکسیژن موجود در زنگ آهن یا اکسید آهن به جای اکسیژن موجود در هوا در روش بسمه (به منظور سوزاندن ناخالصیهایی مانند کربن ، گوگرد و غیره) استفاده میشود.
برای این منظور از کوره باز استفاده میشود که پوشش جدار داخلی آن ازMgOوCaOتشکیل شده است و گنجایش آن نیز بین 50 تا 150 تن چدن مذاب است.
حرارت لازم برای گرم کردن کوره از گازهای خروجی کوره و یا مواد نفتی تأمین میشود. برای تکمیل عمل اکسیداسیون ، هوای گرم نیز به چدن مذاب دمیده میشود. زمان عملکرد این کوره طولانیتر از روش بسمه است.
از این نظر میتوان با دقت بیشتری عمل حذف ناخالصیها را کنترل کرد و در نتیجه محصول مرغوبتری به دست آورد.
روش الکتریکی : از این روش در تهیه فولادهای ویژهای که برای مصارف علمی و صنعتی بسیار دقیق لازم است، استفاده میشود که در کوره الکتریکی با الکترودهای گرافیت صورت میگیرد.
از ویژگیهای این روش این است که احتیاج به ماده سوختنی و اکسیژن ندارد و دما را میتوان نسبت به دو روش قبلی ، بالاتر برد.
این روش برای تصفیه مجدد فولادی که از روش بسمه و یا روش کوره باز بدست آمده است، به منظور تبدیل آن به محصول مرغوبتر ، بکار میرود.
برای این کار مقدار محاسبه شدهای از زنگ آهن را به فولاد به دست آمده از روشهای دیگر ، در کوره الکتریکی اضافه کرده و حرارت میدهند.
در این روش ، برای جذب و حذف گوگرد موجود در فولاد مقدار محاسبه شدهای اکسید کلسیم و برای جذب اکسیژن محلول در فولاد مقدار محاسبه شدهای آلیاژ فروسیلیسیم (آلیاژ آهن و سیلیسیم) اضافه میکنند.
انواع فولاد و کاربرد آنها
از نظر محتوای کربن ، فولاد به سه نوع تقسیم میشود:
فولاد نرم : این نوع فولاد کمتر از 2/0 درصد کربن دارد و بیشتر در تهیه پیچ و مهره ، سیم خاردار و چرخ دنده ساعت و … بکار میرود. فولاد متوسط : این فولاد بین 2/0تا 6/0 درصد کربن دارد و برای تهیه ریل و راه آهن و مصالح ساختمانی مانند تیرآهن مصرف میشود. فولاد سخت : فولاد سخت بین 6/0 تا 6/1 درصد کربن دارد که قابل آب دادن است و برای تهیه فنرهای فولادی ، تیر ، وسایل جراحی ، مته و … بکار میرود.
صطلاح فولاد (Steel) برای آلیاژهای آهن که تا حدود 1،5 درصد کربن دارند و غالبا با فلزهای دیگر همراهند، بکار میرود. خواص فولاد به درصد کربن موجود در آن ، عملیات حرارتی انجام شده بر روی آن و فلزهای آلیاژ دهنده موجود در آن بستگی دارد.
کاربرد انواع مختلف فولاد
از فولادی که تا 0.2 درصد کربن دارد، برای ساختن سیم ، لوله و ورق فولاد استفاده میشود. فولاد متوسط 0.2 تا 0.6 درصد کربن دارد و آن را برای ساختن ریل ، دیگ بخار و قطعات ساختمانی بکار میبرند. فولادی که 0.6 تا 1.5 درصد کربن دارد، سخت است و از آن برای ساختن ابزارآلات ، فنر و کارد و چنگال استفاده میشود.
ناخالصیهای آهن و تولید فولاد
آهنی که از کوره بلند خارج میشود، چدن نامیده میشود که دارای مقادیری کربن ، گوگرد ، فسفر ، سیلیسیم ، منگنز و ناخالصیهای دیگر است. در تولید فولاد دو هدف دنبال میشود:
1- سوزاندن ناخالصیهای چدن
2- افزودن مقادیر معین از مواد آلیاژ دهنده به آهن
منگنز ، فسفر و سیلیسیم در چدن مذاب توسط هوا یا اکسیژن به اکسید تبدیل میشوند و با کمک ذوب مناسبی ترکیب شده ، به صورت سرباره خارج میشوند. گوگرد به صورت سولفید وارد سرباره میشود و کربن هم میسوزد و مونوکسید کربن (CO) یا دیاکسید کربن (CO2) در میآید. چنانچه ناخالصی اصلی منگنز باشد، یک کمک ذوب اسیدی که معمولا دیاکسید سیلسیم (SiO2) است، بکار میبرند:
MnO + SiO2 ——-> MnSiO3
و چنانچه ناخالصی اصلی سیلسیم یا فسفر باشد (و معمولا چنین است)، یک کمک ذوب بازی که معمولا اکسید منیزیم (MgO) یا اکسید کلسیم (CaO) است، اضافه میکنند:
(MgO + SiO2 ——-> MgSiO2
6MgO + P4O10 ——-> 2Mg3(PO4)2
کوره تولید فولاد و جدا کردن ناخالصیها
معمولا جداره داخلی کورهای را که برای تولید فولاد بکار میرود، توسط آجرهایی که از ماده کمک ذوب ساخته شدهاند، میپوشانند. این پوششی مقداری از اکسیدهایی را که باید خارج شوند، به خود جذب میکند. برای جدا کردن ناخالصیها، معمولا از روش کوره باز استفاده میکنند. این کوره یک ظرف بشقاب مانند دارد که در آن 100 تا 200 تن آهن مذاب جای میگیرد.
بالای این ظرف ، یک سقف مقعر قرار دارد که گرما را روی سطح فلز مذاب منعکس میکند. جریان شدیدی از اکسیژن را از روی فلز مذاب عبور میدهند تا ناخالصیهای موجود در آن بسوزند. در این روش ناخالصیها در اثر انتقال گرما در مایع و عمل پخش به سطح مایع میآیند و عمل تصفیه چند ساعت طول میکشد، البته مقداری از آهن ، اکسید میشود که آن را جمعآوری کرده، به کوره بلند باز میگردانند.
روش دیگر جدا کردن ناخالصیها از آهن
در روش دیگری که از همین اصول شیمیایی برای جدا کردن ناخالصیها از آهن استفاده میشود، آهن مذاب را همراه آهن قراضه و کمک ذوب در کورهای بشکه مانند که گنجایش 300 تن بار را دارد، میریزند. جریان شدیدی از اکسیژن خالص را با سرعت مافوق صوت بر سطح فلز مذاب هدایت میکنند و با کج کردن و چرخاندن بشکه ، همواره سطح تازهای از فلز مذاب را در معرض اکسیژن قرار میدهند.
اکسایش ناخالصیها بسیار سریع صورت میگیرد و وقتی محصولات گازی مانند CO2 رها میشوند، توده مذاب را به هم میزنند، بطوری که آهن ته ظرف ، رو میآید. دمای توده مذاب ، بی آنکه از گرمای خارجی استفاده شود، تقریبا به دمای جوش آهن میرسد و در چنین دمایی ، واکنشها فوقالعاده سریع بوده ، تمامی این فرایند ، در مدت یک ساعت یا کمتر کامل میشود و معمولا محصولی یکنواخت و دارای کیفیت خوب بدست میآید.
تبدیل آهن به فولاد
آهن مذاب تصفیه شده را با افزودن مقدار معین کربن و فلزهای آلیاژ دهنده مثل وانادیم ، کروم ، تیتانیم ، منگنز و نیکل به فولاد تبدیل میکنند. فولادهای ویژه ممکن است مولیبدن ، تنگستن یا فلزهای دیگر داشته باشند. این نوع فولادها برای مصارف خاصی مورد استفاده قرار میگیرند. در دمای زیاد ، آهن و کربن با یکدیگر متحد شده، کربید آهن (Fe3C) به نام «سمانتیت» تشکیل میدهند. این واکنش ، برگشتپذیر و گرماگیر است:
Fe3C <——-گرما + 3Fe + C
هرگاه فولادی که دارای سمانتیت است، به کندی سرد شود، تعادل فوق به سمت تشکیل آهن و کربن ، جابجا شده ، کربن به صورت پولکهای گرافیت جدا میشود و به فلز ، رنگ خاکستری میدهد. برعکس ، اگر فولاد به سرعت سرد شود، کربن عمدتا به شکل سمانتیت که رنگ روشنی دارد، باقی میماند. تجزیه سمانتیت در دمای معمولی به اندازهای کند است که عملا انجام نمیگیرد.
فولادی که دارای سمانتیت است، از فولادی که دارای گرافیت است، سختتر و خیلی شکنندهتر است. در هر یک از این دو نوع فولاد ، مقدار کربن را میتوان در محدوده نسبتا وسیعی تنظیم کرد. همچنین ، میتوان مقدار کل کربن را در قسمتهای مختلف یک قطعه فولاد تغییر داد و خواص آن را بهتر کرد. مثلا بلبرینگ از فولاد متوسط ساخته شده است تا سختی و استحکام داشته باشد و لیکن سطح آن را در بستری از کربن حرارت میدهند تا لایه نازکی از سمانتیت روی آن تشکیل گردد و بر سختی آن افزوده شود.